ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ
И АТОМНОМУ НАДЗОРУ
ПРИКАЗ
от 15 декабря 2020 г. N 535
ОБ УТВЕРЖДЕНИИ ФЕДЕРАЛЬНЫХ НОРМ И ПРАВИЛ
В ОБЛАСТИ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ "ПРАВИЛА ОСУЩЕСТВЛЕНИЯ
ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ МЕТАЛЛА И ПРОДЛЕНИЯ СРОКА
СЛУЖБЫ ОСНОВНЫХ ЭЛЕМЕНТОВ КОТЛОВ И ТРУБОПРОВОДОВ
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ"
В соответствии с подпунктом 5.2.2.16(1) Положения о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденного постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст. 3348; 2020, N 27, ст. 4248), приказываю:
1. Утвердить прилагаемые Федеральные нормы и правила в области промышленной безопасности "Правила осуществления эксплуатационного контроля металла и продления срока службы основных элементов котлов и трубопроводов тепловых электростанций".
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 января 2027 г.
Руководитель
А.В.АЛЕШИН
Утверждены
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 15.12.2020 N 535
ФЕДЕРАЛЬНЫЕ НОРМЫ И ПРАВИЛА
В ОБЛАСТИ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ "ПРАВИЛА ОСУЩЕСТВЛЕНИЯ
ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ МЕТАЛЛА И ПРОДЛЕНИЯ СРОКА
СЛУЖБЫ ОСНОВНЫХ ЭЛЕМЕНТОВ КОТЛОВ И ТРУБОПРОВОДОВ
ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ"
I. ОБЩИЕ ПОЛОЖЕНИЯ
1. Федеральные нормы и правила в области промышленной безопасности "Правила осуществления эксплуатационного контроля металла и продления срока службы основных элементов котлов и трубопроводов тепловых электростанций" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст. 3588; 2018, N 31, ст. 4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст. 3348; 2020, N 27, ст. 4248).
2. ФНП устанавливают требования, направленные на обеспечение промышленной безопасности, предупреждение аварий, инцидентов, производственного травматизма при использовании на опасных производственных объектах тепловых электростанций (далее - ТЭС) перечисленного в пункте 3 ФНП оборудования энергетических установок, работающего под избыточным давлением более 4,0 МПа.
3. ФНП предназначены для применения при проведении технического освидетельствования, технического диагностирования и экспертизы промышленной безопасности следующего оборудования ТЭС:
а) паровых котлов, в том числе котлов-утилизаторов парогазовых установок, а также автономных пароперегревателей и экономайзеров;
б) трубопроводов пара и горячей воды.
4. Требования ФНП обязательны для исполнения всеми организациями независимо от их организационно-правовых форм, индивидуальными предпринимателями (далее - организации) и их работниками, осуществляющими на территории Российской Федерации и на иных территориях, над которыми Российская Федерация осуществляет юрисдикцию в соответствии с законодательством Российской Федерации и нормами международного права эксплуатацию указанных в пункте 2 ФНП опасных производственных объектов (далее - эксплуатирующая организация), техническое освидетельствование, техническое диагностирование оборудования, указанного в пункте 3 ФНП, и проведение экспертизы промышленной безопасности.
5. Безопасность эксплуатации оборудования тепловых электростанций (далее - ТЭС), указанного в пункте 3 ФНП, обеспечивается путем соблюдения организациями и их работниками требований промышленной безопасности, установленных федеральными законами, ФНП, федеральными нормами и правилами в области промышленной безопасности "Правила проведения экспертизы промышленной безопасности", утвержденными приказом Ростехнадзора от 20 октября 2020 г. N 420 (зарегистрирован Министерством юстиции Российской Федерации 11 декабря 2020 г., регистрационный N 61391) (далее - ФНП ЭПБ), а также указаниями технической документации изготовителя.
6. ФНП регламентируют процедуру, включая методы, периодичность и объем эксплуатационного контроля оборудования ТЭС, указанного в пункте 3 ФНП, в пределах назначенного (расчетного) срока службы (ресурса) и по его достижению, а также устанавливают требования по оценке состояния металла основных элементов этого оборудования на основании результатов контроля и порядок продления его эксплуатации сверх срока службы (ресурса). Перечень контролируемых элементов, методы, объемы и сроки проведения контроля приводятся в главах VI и VII ФНП.
7. Эксплуатационный контроль металла оборудования, выполняется в соответствии с положениями ФНП в плановом порядке согласно регламенту (программе) во временном интервале со дня ввода его в эксплуатацию и до окончания назначенного (расчетного) ресурса (срока службы).
8. По достижении назначенного срока службы или ресурса (по времени или количеству циклов нагружения) оборудования, указанного в технической документации, проводится его техническое диагностирование, включая неразрушающий, разрушающий контроль в рамках экспертизы промышленной безопасности. Экспертиза промышленной безопасности и продление срока службы оборудования выполняются организацией, имеющей лицензию на проведение экспертизы промышленной безопасности.
Для отдельных элементов или групп элементов в составе конкретного технического устройства могут быть дополнительно установлены собственные значения назначенного ресурса (или срока службы), которые могут отличаться от назначенного срока службы (ресурса) технического устройства. Контроль таких элементов, помимо технического диагностирования в рамках экспертизы промышленной безопасности оборудования, проводится согласно пункту 10 ФНП с учетом установленных для них сроков в соответствии с требованиями ФНП. Результаты контроля элементов учитываются при проведении экспертизы промышленной безопасности, в том числе при определении объема подлежащих выполнению работ.
9. Эксплуатационный контроль проводится в целях оценки состояния металла и возможности дальнейшей эксплуатации элементов и деталей оборудования, указанного в пункте 3 ФНП, для обеспечения их надежной эксплуатации до даты проведения очередного контроля (технического диагностирования (далее - ТД)) или экспертизы промышленной безопасности (далее - ЭПБ) с выполнением ТД.
Элементы оборудования считаются пригодными к дальнейшей эксплуатации, если по результатам контроля подтверждается, что состояние основного и наплавленного металла удовлетворяет требованиям ФНП и не выходит за пределы минимальных значений, установленных расчетами на прочность.
10. Контроль металла оборудования на ТЭС осуществляется эксплуатирующей организацией находящейся в ее составе лабораторией неразрушающего, разрушающего контроля (при наличии) или лабораториями других организаций. Для технического диагностирования, неразрушающего контроля, разрушающего контроля технических устройств при проведении экспертизы промышленной безопасности экспертной организацией также может быть привлечена соответствующая лаборатория эксплуатирующей организации.
11. Лаборатория неразрушающего контроля может выполнять только те виды контроля на конкретных видах (типах) оборудования, в отношении которых она обладает компетенцией, соответствующей профилю выполняемых работ и виду оборудования, а также располагает необходимым для этого количеством работников соответствующей квалификации и комплектом измерительных, диагностических приборов и устройств.
12. Эксплуатационный контроль проводится во время плановых остановов оборудования. Допускается смещение сроков контроля оборудования или групп элементов оборудования в большую сторону на 5% от соответствующего назначенного ресурса, указанного в технической документации, а также в главе V ФНП.
Решение о смещении сроков эксплуатационного контроля для групп элементов оборудования, не отработавших назначенный ресурс, или элементов, для которых назначенный ресурс не устанавливается, принимается руководителем эксплуатирующей организации.
Решение о смещении сроков контроля в большую сторону для оборудования или групп элементов оборудования, отработавших назначенный ресурс, принимается руководителем организации, эксплуатирующей оборудование на основании положительного заключения специализированной научно-исследовательской организации, осуществляющей деятельность по проведению научных исследований и разработок, располагающей условиями и компетенцией для выполнения специализированных работ по обеспечению промышленной безопасности тепловых электрических станций, а также лицензией на осуществление деятельности по проведению экспертизы промышленной безопасности.
13. Типовая номенклатура и объемы эксплуатационного контроля приведены в главе VI ФНП. Порядок организации и проведения ТД (контроля) оборудования или групп элементов оборудования в связи с достижением назначенного ресурса или за пределами назначенного ресурса, приведен в главе VII ФНП.
14. Нормы контроля и критерии качества металла приведены в главе VIII ФНП. Оборудование может быть допущено к эксплуатации, если по результатам контроля состояние металла и сварных соединений соответствует приведенным ниже нормам и критериям качества. В случае отклонения результатов контроля металла от приведенных норм возможность и условия эксплуатации оборудования, в том числе проведение дополнительного объема контроля металла обосновываются и устанавливаются специализированной экспертной организацией.
При оценке фактического состояния оборудования, изготовленного в соответствии с требованиями технического регламента Таможенного Союза "О безопасности оборудования, работающего под избыточным давлением" (ТР ТС 032/2013), принятого Решением Совета Евразийской экономической комиссии от 2 июля 2013 г. N 41 (официальный сайт Евразийской экономической комиссии http://www.eurasiancommission.org, 2013), являющегося обязательным для Российской Федерации в соответствии с Договором о Евразийском экономическом союзе, ратифицированным Федеральным законом от 3 октября 2014 г. N 279-ФЗ "О ратификации Договора о Евразийском экономическом союзе" (Собрание законодательства Российской Федерации, 2014, N 40, ст. 5310), также должны учитываться критерии предельных состояний оборудования и его элементов, указанные изготовителем в руководстве (инструкции) по эксплуатации.
15. Эксплуатирующая организация должна организовать учет температурного режима работы металла теплоэнергетического оборудования и систематическую обработку суточных графиков температур пара за каждым котлом и в паропроводах. По всем паропроводам с температурой пара 450 °C и выше должны учитываться продолжительность и величина превышения температуры на каждый пятиградусный интервал сверх номинального уровня. Учет температуры и продолжительности (в часах) эксплуатации паропроводов следует проводить по каждому самостоятельному участку (с собственным регистрационным номером), а также перед впрыскивающими пароохладителями котлов.
16. Ответственным за организацию и выполнение эксплуатационного контроля металла в объемах и в сроки, указанные в ФНП, является технический руководитель эксплуатирующей организации.
17. Возможность и срок дальнейшей безопасной эксплуатации оборудования ТЭС после выработки им своего назначенного ресурса (срока службы) устанавливаются на основании результатов технического диагностирования в объеме ЭПБ, которую проводит экспертная организация, обладающая лицензией на осуществление деятельности по проведению экспертизы промышленной безопасности.
Возможность продления и условия безопасной эксплуатации оборудования сверх назначенного ресурса (срока службы) формулируются в выводах заключения ЭПБ на основании оценки фактического технического состояния оборудования и принятого решения о соответствии или несоответствии объекта экспертизы требованиям промышленной безопасности.
18. При обнаружении по результатам эксплуатационного контроля в отдельных элементах или узлах оборудования недопустимых дефектов металла (дефектов, по своему характеру и (или) размерам, и (или) форме, и (или) местоположению нарушающих условия безопасной эксплуатации при установленных расчетных или эксплуатационных характеристиках) поврежденные детали и элементы должны быть заменены или отремонтированы. При этом в порядке, установленном распорядительными документами эксплуатирующей организации, должны быть приняты меры по определению характера дефектов и причин их возникновения. Для этих целей по решению технического руководителя эксплуатирующей организации может быть привлечена экспертная или специализированная научно-исследовательская организация.
19. Допускается использование инструкций (руководств) по эксплуатационному контролю металла оборудования конкретной электростанции, разработанных специализированной научно-исследовательской организацией на основе типовых программ, приведенных в главе VI ФНП с учетом индивидуальных особенностей оборудования конкретной ТЭС, которые могут отличаться в части объема и периодичности контроля от типовых программ (инструкций) и с целью информирования направляются в Ростехнадзор. Пересмотр инструкций (руководств) по эксплуатационному контролю металла должен проводиться в порядке и с периодичностью, установленными распорядительными документами эксплуатирующей организации, а также в случае изменения объема или видов контроля, в том числе при выявлении дефектов, вызывающих необходимость таких изменений.
20. Порядок эксплуатационного контроля и продления срока службы (ресурса) элементов оборудования, изготовленных из новых отечественных сталей или сталей иностранного производства, которые не указаны в ФНП (главы V - IX), определяется эксплуатирующей организацией на основании заключения экспертной или специализированной научно-исследовательской организации, которое должно содержать индивидуальную программу эксплуатационного контроля указанных элементов оборудования, и с целью информирования направляется в Ростехнадзор.
II. ОСНОВНЫЕ ТРЕБОВАНИЯ ПО ОРГАНИЗАЦИИ И ПРОВЕДЕНИЮ
ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ
21. Применяемые на ТЭС методы и объемы контроля должны гарантировать выявление недопустимых дефектов и отклонений в металле и сварных соединениях элементов оборудования (в пределах возможностей применяемых методов) для обеспечения последующей безопасной и надежной эксплуатации оборудования.
22. Аппаратура, средства контроля, средства измерений, испытательная техника (машины), контрольно-измерительный инструмент и настроечные (стандартные) образцы должны иметь технические паспорта (документ изготовителя с техническими характеристиками) и подтверждения о прохождении поверки, калибровки или аттестации на основании нормативных документов, разработанных и применяемых в соответствии с законодательством Российской Федерации о промышленной безопасности, техническом регулированию, стандартизации и единстве средств измерений (далее - НД).
23. Материалы для дефектоскопии (порошки, суспензии, пенетранты, радиографические пленки, химические реактивы) должны иметь сертификаты качества. Каждая партия материалов должна быть подвергнута входному контролю и своевременному контролю в процессе использования.
24. Лаборатории неразрушающего и (или) разрушающего контроля должны быть обеспечены нормативно-технической документацией в полном объеме согласно профилю и номенклатуре работ лаборатории.
25. Работники лабораторий контроля должны пройти теоретическую и практическую подготовку и аттестацию на предмет подтверждения компетенции видам выполняемых работ (методов контроля) и нормативной документации, определяющей безопасные методы проведения контроля.
К работам по контролю допускаются специалисты-дефектоскописты и инженерно-технические работники, прошедшие подготовку (аттестацию) и имеющие документ, подтверждающий область компетенции по результатам аттестации. При перерыве в работе более шести месяцев должна быть проведена внеочередная аттестация. Порядок проведения подготовки и аттестации определяется распорядительными документами организации.
26. Организация работ по подготовке оборудования к контролю и обеспечению его проведения осуществляется техническим руководителем эксплуатирующей организации.
27. Перед проведением контроля для обеспечения качества его выполнения для рассмотрения должна быть представлена техническая и эксплуатационная документации на подлежащий контролю объект, а именно:
исполнительные схемы, сварочные (ремонтные) формуляры, чертежи, эскизы;
сведения о повреждениях, отказах, авариях и проведенных заменах элементов в составе контролируемого объекта;
результаты предшествующего контроля.
28. При эксплуатационном контроле должна быть обеспечена безопасность его проведения в зависимости от конкретного места и условий выполнения работ (на высоте, внутри оборудования или его элемента) и применяемых при этом методов контроля методов, в объеме, установленном инструкциями и распорядительными документами организации с учетом требований ФНП и руководств (инструкций) по эксплуатации оборудования.
29. При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства следует обеспечивать меры безопасности, указанные в документации их производителя с учетом их свойств и характеристик.
30. Контроль за металлом непосредственно на оборудовании должен выполняться бригадой в составе не менее двух человек. При работе в замкнутом объеме (внутри барабанов) состав бригады должен быть не менее трех человек, при этом двое членов бригады должны находиться снаружи и страховать выполняющего контроль работника. При работе в топках котлов двое членов бригады должны находиться внутри топки и один страхующий снаружи.
31. Неразрушающий контроль оборудования следует проводить после прекращения его работы, сброса давления, охлаждения, дренирования, отключения от другого (технологически связанного) оборудования. Внутренние устройства, препятствующие проведению контроля, должны быть удалены, изоляционное покрытие и обмуровка, препятствующие контролю состояния металла и сварных соединений, частично или полностью сняты в местах, подлежащих контролю.
III. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
32. Перед проведением неразрушающего контроля (далее - НК) поверхность элементов в зоне контроля должна быть очищена от загрязнений, препятствующих проведению контроля, и должна быть зачищена до чистого металла. При этом толщина стенки контролируемого элемента не должна уменьшаться за пределы допускаемых отклонений и не должны образовываться недопустимые согласно требованиям ФНП и НД дефекты (глубокие риски, царапины, надрывы). Перед выполнением магнитного контроля тепловой неравномерности и ферритометрии зачистка металла не проводится.
33. Основными методами, видами неразрушающего контроля металла и сварных соединений являются:
визуально-измерительный;
ультразвуковой;
радиографический;
магнитопорошковый;
капиллярный или как разновидность капиллярного - цветной;
вихретоковый;
измерение твердости;
стилоскопирование;
магнитный контроль тепловой неравномерности и магнитная ферритометрия;
металлографический контроль.
Другие методы неразрушающего контроля применяются при условии их стандартизации и сертификации средств контроля в соответствии с законодательством Российской Федерации.
Визуальный и измерительный контроль
34. Визуальный и измерительный контроль (далее - ВИК) проводят с целью обнаружения и определения размеров поверхностных дефектов, образовавшихся на наружной или (и) внутренней (в зависимости от объекта контроля) поверхностях элементов оборудования и отклонений геометрических параметров элементов оборудования, в том числе:
трещин, в том числе образующихся в местах геометрической, температурной и структурной неоднородности;
коррозионных, коррозионно-эрозионных и коррозионно-усталостных повреждений металла;
эрозионного, эрозионно-кавитационного износа поверхностей элементов оборудования;
дефектов сварки в виде трещин, пор, свищей, подрезов, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации;
выходящих на поверхность расслоений;
изменений геометрических размеров и формы основных элементов оборудования по отношению к первоначальным (проектным) их геометрическим размерам и форме.
35. По результатам визуально-измерительного контроля может быть уточнена (дополнена) программа неразрушающего контроля объекта.
36. Визуально-измерительный контроль выполняют до проведения контроля металла и сварных соединений (наплавок) другими методами неразрушающего контроля, указанными в пункте 33 ФНП, а также после устранения дефектов.
Устранение выявленных дефектов должно выполняться в соответствии с требованиями производственно-технологической документации. Если дефекты, выявленные при визуально-измерительном контроле, не препятствуют дальнейшему применению других методов неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими методами.
37. Визуальный и измерительный контроль следует проводить с наружной и внутренней сторон элементов. В случае недоступности для ВИК одной из поверхностей допускается проводить контроль только с одной стороны.
Визуальный контроль внутренних поверхностей элементов оборудования, не доступных для прямого обзора, проводят через смотровые лючки, штуцера или иным способом доступа с помощью эндоскопических систем.
При выполнении ВИК сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки основного металла в обе стороны от шва.
38. Задачей измерительного контроля является определение геометрических параметров (размеров) выявленных при визуальном контроле отклонений и дефектов (смещений, отклонений формы и размеров кромок, дефектов формы и размеров швов, трещин, коррозионных язв, раковин, других поверхностных несплошностей). Измерительный контроль проводится для определения овальности цилиндрических элементов. Овальность цилиндрических элементов определяется путем измерения максимального (Dmax) и минимального (Dmin) наружного (для труб, гибов) или внутреннего (для барабанов) диаметров в двух взаимно перпендикулярных направлениях контрольного сечения. Величина овальности (a) вычисляется по формуле:
39. На паропроводах, работающих в условиях ползучести, выполняют измерения остаточной деформации ползучести. Остаточную деформацию ползучести измеряют микрометром с точностью шкалы не хуже 0,05 мм по реперам, установленным на прямых трубах длиной 500 мм и более, а также на гнутых отводах, имеющих прямые участки длиной не менее 500 мм.
Реперы располагают по двум взаимно перпендикулярным диаметрам в средней части каждой прямой трубы, прямого участка каждого гнутого отвода на расстоянии не менее 250 мм от сварного соединения или начала гнутого участка. При невозможности установки реперов в двух взаимно перпендикулярных направлениях допускается установка только одной пары реперов (в диаметрально противоположных точках).
Приварка реперов к телу контролируемой трубы (отвода) должна осуществляться только аргонодуговым способом сварки. Для паропроводов из хромистых сталей (10Х9МФБ, Х10CrMoVNb9-1) приварку реперов следует выполнять при изготовлении трубопровода. Начальник цеха, эксплуатирующего трубопровод, должен убедиться в правильности установки реперов и изображении этих мест на исполнительной схеме-формуляре.
Реперы на схеме должны иметь нумерацию, остающуюся постоянной в течение всего периода эксплуатации паропровода. Места расположения реперов должны быть отмечены указателями, выступающими над поверхностью изоляции.
Измерение остаточной деформации ползучести проводится при температуре стенки трубы (отвода) не выше 50 °C.
Остаточная деформация ползучести от начала эксплуатации до i-го измерения определяется по формуле:
где: - остаточная деформация ползучести, %;
Di - диаметр, измеренный по реперам при i-ом измерении в двух взаимно перпендикулярных направлениях, мм;
Dисх. - исходный диаметр трубы, измеренный по реперам в соответствующем направлении в исходном состоянии, мм;
Dтр - наружный диаметр трубы, измеренный вблизи реперов в каждом из двух взаимно перпендикулярных направлений в исходном состоянии, мм.
В формуле используются значения измерений по каждому из двух взаимно перпендикулярных направлений. Наибольшее полученное значение принимается в качестве расчетного.
Сводные результаты измерений заносятся в формуляр трубопровода.
40. Визуально-измерительный контроль проводят невооруженным глазом или (и) с применением оптических и иного принципа действия средств и приборов, а также с использованием измерительных инструментов, мер, калибров, шаблонов и прочих подобных средств.
Ультразвуковой контроль
41. Ультразвуковой контроль (далее - УЗК) применяется для выявления дефектов в основном и наплавленном (в сварных соединениях) металле, а также для измерения толщины стенки (толщинометрии) деталей.
УЗК служит для обнаружения внутренних дефектов в основном металле и металле сварных соединений, в том числе дефектов на внутренней поверхности элементов.
42. При проведении ультразвуковой дефектоскопии основных элементов и деталей оборудования, контролю подлежат:
основной металл гнутых, штампованных и штампосварных колен (отводов) трубопроводов;
наружная и внутренняя поверхность корпусов пароохладителей и пусковых впрысков, в том числе в местах врезки впрыскивающих устройств;
наружная и внутренняя поверхность камер коллекторов и труб в местах врезки штуцеров;
основной металл и резьбовая поверхность деталей крепежа (шпильки, болты) диаметром М42 и более;
стыковые кольцевые (поперечные) сварные соединения трубопроводов, коллекторов и труб поверхностей теплообмена;
продольные стыковые сварные соединения штампосварных колен трубопроводов;
стыковые кольцевые и продольные сварные соединения обечаек и днищ барабанов;
кольцевые угловые сварные соединения с полным проплавлением с толщиной стенки от 4,5 мм;
наплавки на участках ремонта сварных соединений или на основном металле элементов.
43. Ультразвуковой толщинометрии (далее - УЗТ) подвергаются следующие элементы и детали тепломеханического оборудования:
участки трубопроводов, коллекторов и труб поверхностей теплообмена, а также дренажных и сбросных трубопроводов;
патрубки за арматурой (задвижками, отсечными и регулирующими клапанами) и дросселирующими устройствами;
гнутые, штампованные и штампосварные отводы трубопроводов;
барабаны котлов.
При толщинометрии определяется соответствие толщины стенок элементов исполнительным (паспортным) размерам, выявляются участки коррозионных и эрозионных поражений и определяется величина утонения.
44. При подготовке объекта к ультразвуковому контролю следует обеспечить его максимально возможную контроледоступность.
45. Для выполнения ультразвукового контроля используются ультразвуковые дефектоскопы и ультразвуковые толщиномеры.
В состав ультразвуковых приборов входит пьезоэлектрический преобразователь (далее - ПЭП). Для настройки приборов, проверки технических параметров дефектоскопов и ПЭП, а также основных параметров контроля используют настроечные образцы с искусственными отражателями, размеры которых устанавливают в зависимости от толщины стенки контролируемого элемента и норм оценки качества.
Настроечные образцы должны быть изготовлены такой же толщиной, что и контролируемый объект, материал их изготовления должен быть идентичен по акустическим свойством материалу контролируемого элемента.
Допускается для изготовления настроечных образцов, применяемых при контроле элементов из импортной стали, использовать прямой российский аналог данной марки стали.
Настроечные образцы и ПЭП должны иметь паспорт.
46. При проведении УЗК измеряемыми характеристиками несплошности являются:
координаты;
эквивалентная площадь;
условные размеры;
условное расстояние между несплошностями;
количество несплошностей на определенной длине.
47. Оценку качества металла и сварных соединений по данным УЗК следует проводить в соответствии с нормативной документацией на изделие или технической документацией на контроль.
Качество сварных соединений оценивают по двухбалльной системе:
балл 1 - неудовлетворительное качество;
балл 2 - удовлетворительное качество (2а - ограниченно годные, 2б - годные).
Качество гибов и колен по результатам контроля их основного металла оценивается двумя состояниями: "негоден" (брак) и "годен".
48. При измерении толщины стенки необходимо обеспечить размеры конкретного контрольного участка (площадки), достаточные для проведения не менее трех измерений. Контрольные участки должны быть равномерно распределены по объекту контроля, если конкретная задача контроля не преследует иных (специальных) целей.
49. При обнаружении резких ступенчатых изменений показаний прибора при проведении ультразвуковой толщинометрии (возможно являющихся признаком расслоения металла) участок контроля расширяется для определения характера и границ дефекта. При доступности проведения контроля с противоположной стороны элемента следует выполнить измерения на обратной поверхности в аналогичных узлах координатной сетки. Скопление неметаллических включений, пор и тому подобного в металле будет выявляться аналогично расслоению.
Магнитопорошковый контроль (дефектоскопия)
50. Магнитопорошковый контроль (дефектоскопия) (далее - МПК (МПД)) является разновидностью магнитного вида контроля, основанного на фиксации изменений магнитных характеристик материала под действием внешнего магнитного поля.
Магнитный контроль выявляет поверхностные несплошности типа трещин, надрывов, закатов, раковин, несплавлений.
Методом МПК (МПД) могут быть выявлены подповерхностные несплошности на глубине до 3 - 4 мм.
51. Магнитопорошковый контроль может применяться на различных элементах теплосилового оборудования ТЭС, изготовленных из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40.
52. Основным параметром магнитопорошкового контроля является чувствительность. Для контроля теплосилового оборудования ТЭС принят условный уровень чувствительности "Б" с предельными размерами выявляемых несплошностей: ширина составляет 10,0 мкм, минимальная протяженность - 0,5 мм.
53. Определение размеров несплошности и оценка ее допустимости производятся по результатам визуально-измерительного контроля с применением оптических средств и измерительного инструмента, а при необходимости - после травления поверхности.
Капиллярный контроль
54. Капиллярный контроль является методом контроля проникающими веществами, основанным на свойстве смачивающих жидкостей активно проникать в мелкие открытые полости (капилляры) на поверхности деталей.
55. При осуществлении контроля проникающими веществами выявляются поверхностные несплошности типа трещин, надрывов, закатов, несплавлений, межкристаллитной коррозии.
Капиллярный контроль проводится на различных деталях теплосилового оборудования ТЭС, изготовленных из любых конструкционных металлов: сталей любых классов, сплавов.
56. При подготовке контролируемой поверхности путем механической обработки необходимо исключить возможность "затирки" устья несплопшости и при необходимости проводить травление участка контроля. Шероховатость поверхности должна быть не хуже Rz 20 мкм.
57. При капиллярном контроле (цветном или люминесцентном) теплосилового оборудования ТЭС в качестве оптимального принят класс чувствительности "II", соответствующий предельной ширине выявляемой несплопшости от 1,0 до 10,0 мкм.
58. Определение фактических размеров несплошности и оценка ее допустимости проводятся по результатам визуально-измерительного контроля с применением оптических средств и измерительных инструментов.
Вихретоковый контроль
59. Вихретоковый контроль (далее - ВТК) применяется на изделиях и деталях, изготовленных из металла (ферромагнитных и неферромагнитных сталей, сплавов) с удельной электрической проводимостью от 0,5 до 60 МСм/м.
Вихретоковый контроль выявляет поверхностные несплошности типа трещин, надрывов, закатов, раковин, пор, несплавлений. При определенных условиях могут быть выявлены подповерхностные трещины на глубине до 3 или 4 мм.
60. Чувствительность вихретокового метода контроля не регламентирована. Вихретоковый контроль позволяет выявлять трещины (несплошности) глубиной от 0,2 мм и длиной от 3,0 мм при раскрытии более 1,0 мкм.
61. ВТК проводится в соответствии с заводской инструкцией по эксплуатации прибора. Направление сканирования объекта контроля должно быть ориентировано перпендикулярно к предполагаемому расположению несплошности. Вертикальная ось преобразователя при сканировании должна быть направлена по нормали к поверхности контролируемого элемента.
62. Подтверждение наличия несплошности и определение ее размеров проводятся по результатам визуально-измерительного контроля с применением оптических средств и измерительных инструментов.
Магнитный контроль тепловой неравномерности перлитных
сталей и магнитная ферритометрия аустенитных сталей
63. Магнитный контроль тепловой неравномерности (далее - МКТН) и магнитная ферритометрия (далее - МФ) предназначены для выявления тепловой неравномерности поверхностей нагрева из перлитных (низколегированных или углеродистых) и аустенитных сталей соответственно пароперегревательного тракта котлов.
Решение о применении магнитного метода (при необходимости) принимает технический руководитель эксплуатирующей организации или ее обособленного подразделения (ТЭС).
Указанные методы не применяются для контроля поверхностей нагрева, изготовленных из плавниковых или оребренных (ошипованных) труб.
64. МКТН базируется на эффекте температурного магнитного гистерезиса без применения искусственного намагничивания труб.
МФ основывается на явлении обогащения наружной поверхности труб элементами с ферромагнитными свойствами.
Наличие рабочей среды в трубах не оказывает влияния на результаты контроля.
Во время магнитного контроля электродуговая сварка может вестись на удалении от зоны контроля не менее чем на 10 м.
Магнитный контроль (МКТН и МФ) не проводят на трубах, заглушенных или новых, испытавших после монтажа (или ремонта) менее трех температурных циклов типа "пуск-останов" котла.
65. МКТН следует проводить магнитометром с феррозондовым преобразователем для измерения нормальной составляющей вектора магнитной индукции или напряженности магнитного поля (магнитный параметр М). Диапазон измерения прибора должен быть не менее: магнитной индукции 2000 мкТ или напряжения магнитного поля
2000 А/м.
Приборы (магнитометр и ферритометр) должны иметь относительную погрешность измерения не более 5% и оснащаться автономным питанием напряжением не выше 12 В.
66. Магнитный контроль следует проводить на всех доступных трубах, включая гибы, контролируемой поверхности нагрева по всей длине и высоте обогреваемой зоны. Допускается проводить контроль на ограниченных участках поверхности нагрева при условии их расположения в зонах с максимальной повреждаемостью, максимальной температурой пара или наибольшим тепловосприятием.
Контроль методом МФ предпочтительно выполнять в конце последнего хода труб. Длина контрольного участка для проведения МФ должна составлять 100 мм.
МКТН проводят продольным сканированием одной и той же образующей всех труб.
При МФ измерения следует выполнять в трех точках контролируемого участка трубы с шагом 50 мм. В качестве результирующего принимается среднее значение измеренного содержания ферритной фазы Сф.
Контроль проводится преимущественно вдоль фронтовой образующей; угол между осью преобразователя ферритометра и контрольной образующей должен составлять 90°.
67. Контроль и обработку его результатов осуществляют следующим образом:
а) в процессе МКТН для каждой контролируемой (i-й) трубы измеряют и фиксируют максимальное из измеренных абсолютных значений магнитного параметра Мi.
Рассчитывают среднее магнитное состояние Н каждой из сторон поверхности нагрева (в потоках "А" и "Б") по формуле:
где n - количество контролируемых труб в каждой стороне ("А" и "Б") поверхности нагрева.
Определяют разность средних магнитных состояний поверхности нагрева в потоках "А" и "Б":
Рассчитывают тепловую неравномерность поверхности нагрева по известной зависимости магнитного параметра Н от температуры эксплуатации:
б) полученные методом МФ данные по содержанию ферритной фазы (Сф) на контрольных участках усредняются для каждой стороны поверхности нагрева (по аналогии с формулой (3)) и по этим усредненным результатам () определяют отношение их наибольшего (
) к наименьшему (
) значению. С использованием зависимости содержания ферритной фазы от средней температуры и времени эксплуатации определяют величину температурной развертки
;
в) тепловая неравномерность считается находящейся на допустимом уровне, если
Измерение твердости металла
68. В рамках неразрушающего контроля измерение твердости (далее - ТВ) металла проводится переносными твердомерами непосредственно на объекте.
В качестве аппаратуры для определения твердости используют переносные приборы механического, физического и физико-механического действия.
Прибор должен обеспечивать погрешность измерения не более 5%.
При использовании приборов механического типа (статического и динамического действия) размер отпечатка измеряют с помощью переносного микроскопа (лупы) с погрешностью измерения не выше 0,02 мм.
69. Качество подготовки поверхности металла для контроля твердости должно соответствовать требованиям инструкции по эксплуатации прибора. Следует обеспечивать качество поверхности по шероховатости не хуже Ra 3,2. При зачистке поверхности необходимо исключить изменение свойств металла в поверхностном слое вследствие нагрева или наклепа.
70. При измерении твердости с помощью прибора статического вдавливания толщина стенки испытуемого элемента должна быть не менее 8-кратной глубины отпечатка при использовании сферического или конусного индентора и полуторакратной величины диагонали отпечатка при использовании четырехгранной пирамиды. При использовании прибора динамического вдавливания толщина стенки должна составлять не менее значения, указанного в паспорте на конкретный переносной твердомер.
Контроль твердости следует проводить при температуре металла, не выходящей за пределы от 0 °C до +50 °C.
Расстояние между центрами двух соседних отпечатков при использовании приборов механического действия должно быть не менее 4d, а расстояние от центра отпечатка до края изделия - не менее 2,5d, где d - диаметр или диагональ отпечатка.
Испытуемая деталь не должна смещаться при измерении твердости; должна отсутствовать вибрация объекта контроля.
71. На каждой контрольной площадке должно быть проведено не менее трех измерений. Величина твердости для каждой контрольной площадки определяется как среднеарифметическое значение результатов трех измерений.
Металлографический контроль (исследование)
72. Металлографическое исследование (далее - МИ) металла в рамках неразрушающего контроля выполняется следующими методами:
приготовлением металлографических шлифов непосредственно на поверхности контролируемых элементов оборудования с последующим просмотром, фотографированием и анализом микроструктуры с помощью переносных мобильных металлографических микроскопов;
снятием реплик (оттисков) с подготовленных на поверхности деталей металлографических шлифов и последующим анализом микроструктуры на репликах в металлографической лаборатории;
отбором локальных выборок металла (сколов, спилов, срезов), не нарушающих целостность и работоспособность элемента, с последующим приготовлением шлифа и анализом микроструктуры в металлографической лаборатории.
73. Металлографический контроль проводят на участках (в зонах) элементов оборудования, наиболее объективно отражающих воздействие условий эксплуатации на состояние микроструктуры детали, в том числе в зонах повышенных температур и концентрации напряжений.
Процесс приготовления шлифа для металлографического анализа на участке поверхности объекта контроля включает несколько стадий механического шлифования и полирования, а также чередование однократного или многократного химического травления и полирования. Поверхность шлифа должна быть зеркальной.
74. При отборе локальных проб необходимо предпринимать меры, предохраняющие их от чрезмерного нагрева и наклепа.
Отбор локальных проб не должен снижать запасов прочности контролируемого элемента ниже нормативных значений.
Для элементов с толщиной стенки до 30 мм максимальная глубина выемки в месте отбора не должна превышать 2,5 мм, но не должна быть более 20% от толщины стенки элемента на участке отбора. При толщине стенки элементов более 30 мм допускается глубина выемки от проведенного отбора до 5 мм, но не более 10% от толщины стенки элемента. Выемка должна иметь плавные скругленные края.
Не допускается отбирать пробы из гнутой части гнутых, штампованных и штампосварных отводов. В обоснованных случаях допускается отклонение от данного требования при условии отбора прецизионным способом микропробы толщиной не более 1,5 мм и выполнении требований по предотвращению нагрева и наклепа металла.
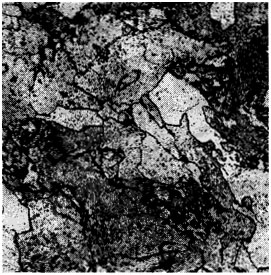
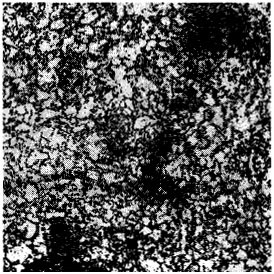
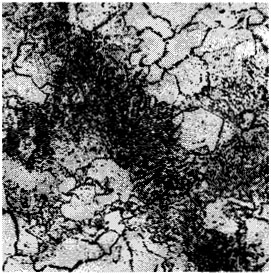
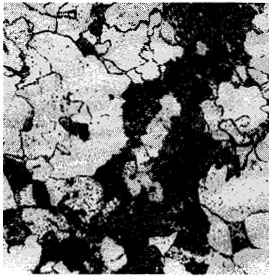
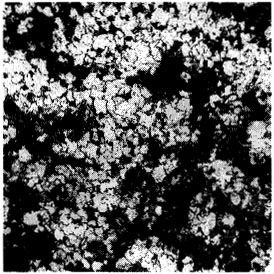
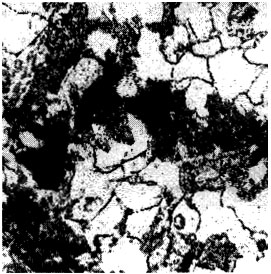
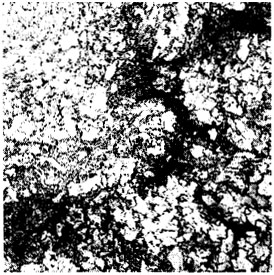
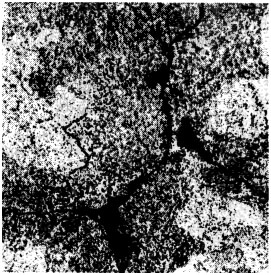
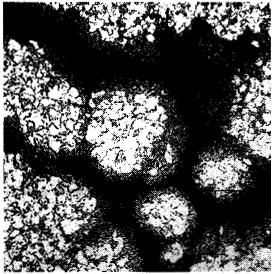
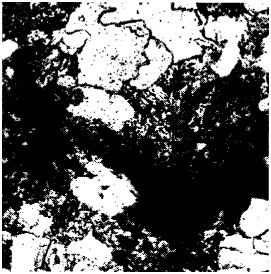
75. При металлографическом исследовании состояния металла элементов, работающих в условиях ползучести, анализ микроповрежденности (далее - МКП) перлитных и мартенситных сталей является обязательным.
76. Просмотр, анализ и фотографирование микроструктуры и микроповрежденности сталей перлитного класса требуется выполнять при 100-кратном и 500-кратном увеличениях. Для оценки микроповрежденности жаропрочных хромистых сталей феррито-мартенситного (мартенситного) класса следует использовать 1000-кратное увеличение.
Определение элементного состава металла
77. Для определения химического состава металла при проведении неразрушающего контроля используются переносные мобильные приборы оптико-эмиссионного или рентгенофлуоресцентного принципа действия.
Переносная аппаратура применяется для контроля элементного состава металла непосредственно на объекте контроля.
Для определения химического состава металла должны использоваться приборы, не оставляющие следов (прижогов) на поверхности. При контроле элементного состава металла оптико-эмиссионным методом следует располагать точку (зону) контакта с поверхностью детали за пределами проблемных зон (вершинами концентраторов напряжений).
78. Для проведения анализа оптико-эмиссионным и рентгенофлуоресцентным методами требуется подготовка поверхности контрольной зоны элемента или детали.
Контроль элементного состава металла оптико-эмиссионным методом дает возможность определения полного набора легирующих элементов в сплаве, включая "следовые" количества примесей.
Определение химического состава элементов из хромистых сталей методом оптико-эмиссионного спектрального анализа следует выполнять в стационарных условиях на вырезанных пробах (в рамках разрушающего контроля).
79. Рентгенофлуоресцентные анализаторы не могут применяться для определения содержания в металле легких элементов, таких как углерод и кремний, а также серы и фосфора. Для анализа химического состава на предмет определения указанных элементов, а также для уточнения их количественного содержания в контрольной детали, следует применять оптико-эмиссионную аппаратуру.
IV. РАЗРУШАЮЩИЙ КОНТРОЛЬ МЕТАЛЛА
Требования к проведению вырезок металла (отбору проб)
и изготовлению образцов
80. В случае необходимости проведения исследований металла на вырезке выполняют отбор проб.
При отборе проб металла из поверхностей нагрева котлов места вырезок должны соответствовать зонам с наибольшей повреждаемостью и с максимальной плотностью теплового потока или (и) температурой пара. Следует при этом учитывать результаты магнитного контроля (МКТН) для сталей перлитного класса и ферритометрии для аустенитных сталей, а также результаты ультразвуковой толщинометрии. Вырезку следует выполнять механическим способом. Допускается осуществлять вырезку огневым способом с последующим механическим удалением слоя металла от кромки реза шириной не менее 20 мм.
81. Вырезку пробы из трубопровода (паропровода) следует выполнять механическим способом. Допускается проводить вырезку огневым способом с применением электродуговой или газовой резки при условии последующего удаления механическим способом слоя металла от кромки реза шириной не менее 30 мм. Следует вырезать участок трубопровода, содержащий фрагменты прямой трубы и гиба, включая их сварное соединение. Вырезаемая проба должна быть предварительно замаркирована таким образом, чтобы при последующей механической обработке (разделке) была возможность идентификации металла прямой трубы и гиба.
82. Вырезку пробы металла (пробки) из барабана следует выполнять механическим способом. Не следует производить вырезку "пробок" диаметром более 100 мм.
Место вырезки пробки обосновывается расчетом на прочность. После вырезки пробы следует указать на чертеже развертки корпуса барабана (или формуляре) размеры вырезанного отверстия и расстояния от его центра до середины ближайшего сварного шва и центров ближайших трубных отверстий.
83. Вырезаемые из труб поверхностей нагрева котлов пробы (патрубки) должны иметь длину, достаточную для проведения необходимого комплекса исследований:
металлографического анализа;
химического и карбидного анализа металла;
проведения при необходимости механических и жаропрочных испытаний.
Для труб из аустенитных сталей карбидный анализ не проводится.
Образцы для испытаний по определению механических свойств и длительной прочности (жаропрочности) вырезают вдоль оси трубы - сегментные образцы, при этом поверхностные слои металла остаются нетронутыми.
84. Образцы для механических испытаний, изготавливаемые из проб, вырезанных из трубопроводов (пункт 81 ФНП), следует размещать в тангенциальном направлении (по окружности сечения трубы). Образцы для испытаний на длительную прочность (и ползучесть) металла следует размещать в тангенциальном направлении, если это позволяют размеры вырезанной пробы. В противном случае образцы располагают вдоль оси трубы. Образцы для механических испытаний и испытаний на длительную прочность сварных соединений располагают вдоль оси трубы. Следует размещать образцы по возможности ближе к наружной поверхности трубы (если это не противоречит конкретной задаче исследования).
85. Образцы для механических испытаний и испытаний на длительную прочность, вырезаемые из центробежнолитых (далее - ЦБЛ) труб, следует размещать в зонах, максимально приближенных к внутренней поверхности трубы.
86. Для исследования металла гнутого колена проба отбирается (вырезается) из центральной части колена (гиба). В этом случае образцы для исследований как поперечные, так и продольные вырезают из половины пробы, соответствующей наружному обводу гиба, включающей полностью растянутую зону и частично две нейтральные зоны.
Образцы для металлографических исследований металла трубопроводов, включая анализ микроструктуры и микроповрежденности, вырезаются на всю толщину стенки трубы (гиба) (ограничиваются внутренней и наружной поверхностями трубы).
87. Вырезанная из барабана цилиндрическая проба разрезается на несколько слоев (дисков), толщина которых должна обеспечить изготовление стандартных образцов на разрыв и ударный изгиб. Продольные оси образцов располагают параллельно продольной оси барабана.
Исследование макроструктуры
88. Исследование макроструктуры металла и сварных соединений проводят при небольших увеличениях (не более чем в 30 раз). В зависимости от задачи исследования макроструктурному анализу подвергают поверхности элементов оборудования: макрошлифы, изломы.
89. Поверхности деталей исследуют для выявления металлургических, технологических и эксплуатационных макродефектов после зачистки поверхностей абразивным инструментом.
Макрошлифы, подготовка которых ограничивается стадией тонкого шлифования, анализируют для выявления дефектов макроструктуры типа пустот, раковин, газовых пузырей, трещин. Для анализа макроструктуры металла, обнаружения ликвационных неоднородностей, неявно выраженных трещин, надрывов, несплавлений, расслоений, пористости исследуют макрошлифы, подвергнутые травлению специальными реактивами.
90. Исследования структуры поверхности изломов (фрактографические исследования), образовавшихся при разрушении деталей в процессе эксплуатации или испытываемых образцов, выполняют для установления причин и механизмов разрушения, в том числе оценки качества изготовления элементов.
Исследование микроструктуры
91. Исследование микроструктуры металла проводится для: выявления неметаллических включений; определения размеров зерна и рекристаллизации; оценки наличия и распределения фаз, их ориентации и изменений в зависимости от технологии изготовления и воздействия условий эксплуатации; изучения формы и природы отдельных кристаллитов; выявления особенностей возникновения и распространения повреждений. Качественный анализ микроструктуры проводят на шлифах при увеличениях от 100 до 1500 (2000) крат с помощью оптических микроскопов.
92. Для выявления распределения графита в микроструктуре основного металла и зон сварных соединений трубопроводов (и коллекторов), работающих при температуре выше 390 °C и изготовленных из углеродистых и молибденовых (15М, 16М) сталей, применяется травление слабым раствором азотной кислоты с добавлением пикриновой кислоты в этиловом спирте, в случае, если необходимый результат не может быть достигнут применением слабого раствора азотной кислоты.
При контроле состояния металла на наличие структурно свободного графита в первую очередь контролируют зону термического влияния (далее - ЗТВ) сварных соединений.
Выделение графита (если оно произошло) обнаруживается также на нетравленых полированных (до зеркального блеска) шлифах при 500-кратных увеличениях в виде отдельных глобулей.
93. Для выявления границ зерен и составляющих структуры (феррита, перлита, бейнита, мартенсита, аустенита, карбидов, сигма-фазы) проводят травление с применением специальных реактивов.
94. Микроструктурный анализ металла ЦБЛ труб из стали 15Х1М1Ф проводится на шлифах поперечного сечения стенок труб как в зонах с нормальным структурным состоянием, так и в ликвационной зоне, примыкающей к внутренней поверхности трубы, для выявления степени развития ликвационной структуры и фиксирования микродефектов технологического происхождения.
95. Оценка результатов исследования микроструктуры проводится по эталонным шкалам национальных стандартов, технических условий на изготовление и шкалам приложений к ФНП.
Стадию процесса графитизации в основном металле и сварных соединениях трубопроводов, работающих при температуре выше 390 °C и изготовленных из углеродистых и молибденовых (15М, 16М) сталей, оценивают при 500-кратном увеличении микроскопа, по шкале графитизации (приложение N 1 к ФНП).
Оценку стадии процесса сфероидизации перлита углеродистых и низколегированных сталей, обусловленного эксплуатацией, проводят при 1000-кратном увеличении микроскопа по шкале сфероидизации перлита в углеродистых и низколегированных сталях (приложение N 2 к ФНП).
Исследование микроповрежденности структуры
96. Для выявления микроповрежденности порами ползучести основного металла и зон сварных соединений высокотемпературных элементов оборудования на вырезанном образце приготавливается шлиф и применяется многократная полировка и травление шлифа образца. На шлифе чередование травления и полирования проводят до состояния выявляемости пор при 500 - 1000-кратных увеличениях микроскопа. Для получения чистой травленой поверхности предварительную и конечную обработку образца проводят чистым этиловым спиртом.
97. Исследование микроповрежденности металла прямых труб и гибов паропроводов следует выполнять по сечению всей толщины стенки от наружной до внутренней поверхности.
Участком исследования микроповрежденности сварных соединений служит металл шва (далее - МШ), зона термического влияния (далее - ЗТВ) и основной металл. В ЗТВ особое внимание следует уделять исследованию разупрочненной прослойки металла, расположенной на расстоянии 2 - 4 мм от линии сплавления. Разупрочненную прослойку металла ЗТВ следует выявлять предварительно при 100-кратном увеличении, исследование микроповрежденности ЗТВ проводят при увеличениях от 500 до 1000 крат.
Участками исследования микроповрежденности на образцах поперечного сечения стенок ЦБЛ труб из стали 15Х1М1Ф служат как зона металла с основной структурой, так и зона металла с ликвационной структурой, примыкающая к внутренней поверхности трубы.
98. Оценку стадии микроповрежденности металла порами ползучести для сталей перлитного класса проводят:
основного металла труб (гибов) - по шкале микроповрежденности сталей перлитного класса (приложение N 3 к ФНП);
основного металла ЦБЛ труб из стали 15Х1М1Ф - по шкале микроповрежденности (приложение N 4 к ФНП);
ЗТВ разупрочненной прослойки сварных соединений - по шкале микроповрежденности металла ЗТВ сварных соединений паропроводов из стали 12Х1МФ (приложение N 5 к ФНП) и по шкале микроповрежденности металла ЗТВ сварных соединений паропроводов из стали 15Х1М1Ф (приложение N 6 к ФНП).
Анализ степени микроповрежденности металла порами ползучести для хромистых сталей мартенситного (феррито-мартенситного) класса выполняют:
основного металла труб (гибов) из стали 10Х9МФБ (ДИ82) и Х10CrMoVNb9-1 (Р91 или Т91) - по шкале микроповрежденности металла труб из сталей марок Р91 (Х10CrMoVNb9-1) и ДИ82 (10Х9МФБ) (приложение N 7 к ФНП);
ЗТВ сварных соединений - по шкале микроповрежденности металла зон сварных соединений из сталей марок Р91 (Х10CrMoVNb9-l) и ДИ82 (10Х9МФБ) с использованием хромистых сварочных материалов (CrMo91/10Х9М1Ф) (приложение N 8 к ФНП);
зон разнородных сварных соединений - по шкале микроповрежденности металла зон разнородных сварных соединений (приложения N 9, N 10 к ФНП).
Определение механических свойств материалов
(механические испытания)
99. К основным механическим свойствам материалов относятся прочностные характеристики, пластические характеристики, твердость, ударная вязкость и другие.
Механические свойства определяются по результатам испытаний:
статических испытаний на растяжение стандартных образцов металла при комнатной и повышенной температурах;
статических испытаний на растяжение образцов труб при комнатной и повышенной температурах;
испытаний на ударный изгиб стандартных образцов металла при комнатной, повышенной и пониженной температурах;
статических испытаний на растяжение и испытаний на ударный изгиб образцов сварных соединений при комнатной, повышенной и пониженной температурах;
испытаний по определению твердости металла.
100. Испытания на растяжение стандартных образцов проводят при комнатной температуре и повышенной температуре, соответствующей рабочей температуре исследуемого металла (с округлением в большую сторону до температуры, кратной 5 °C), с соблюдением следующих основных требований:
а) типы и размеры пропорциональных цилиндрических и плоских образцов на растяжение, а также требования к качеству их изготовления должны отвечать соответствующим стандартам;
б) форма, размеры изготавливаемых образцов и их количество определяются программой исследования с учетом максимально полного решения поставленных перед исследованием задач и возможностей (нередко ограниченных) по объему вырезанной пробы. Следует при каждой заданной программой испытаний температуре испытывать не менее трех образцов;
в) испытания проводят на разрывных и универсальных испытательных машинах всех систем (механических, электромеханических, гидравлических, сервогидравлических) при условии соответствия их технических характеристик необходимым условиям испытаний, а также поддержания и регистрации механических параметров испытаний с заданной точностью;
г) характеристики нагревательных устройств (печей), термодатчиков, регулирующих и регистрирующих приборов должны обеспечивать реализацию температурного режима испытаний с заданной точностью;
д) по результатам статических испытаний на растяжение определяют:
предел текучести физический или условный;
временное сопротивление разрыву (предел прочности);
относительное удлинение;
относительное сужение поперечного сечения.
101. Испытания на растяжение трубных образцов проводят при комнатной и повышенной температурах, последняя из которых соответствует эксплуатационной температуре металла (с округлением в большую сторону до температуры, кратной 10 °C).
Для трубных образцов требования к порядку проведения испытаний на растяжение и обработке их результатов, а также требования к испытательной технике и средствам измерений аналогичны требованиям к таковым испытаниям стандартных образцов металла, проводимых в соответствии с пунктом 100 ФНП.
Трубные образцы изготавливают в осевом (продольном) направлении на всю толщину трубы (сегментные образцы) так, что две противоположные поверхности образца являют собой наружную и внутреннюю поверхности трубы. Эти поверхности должны быть очищены от загрязнений и механической обработке могут не подвергаться.
102. Испытания на ударный изгиб, заключающиеся в разрушении призматических образцов с концентратором посредине ударным нагружением, выполняют на образцах, стандартизированных по типам (по конфигурации (включая форму концентратора) и размерам).
Изготавливаемые образцы следует маркировать (клеймить) с двух концов на торцах или на гранях, исключая грань, на которую наносится надрез, на расстоянии не более 15 мм от торца образца. В случае клеймения ударным способом маркировка должна наноситься до выполнения надреза.
Испытания на ударный изгиб проводят на маятниковых копрах. Технические характеристики маятниковых копров, крио- и термокамер, аппаратуры и средств измерений должны обеспечивать заданные параметры испытаний с достаточной точностью.
При каждой заданной программой испытаний температуре должны испытывать не менее трех образцов. Допускается в обоснованных случаях испытывать при каждой температуре два образца.
По результатам испытаний определяют для каждого образца ударную вязкость (удельную энергию разрушения). В случае, если программой исследования предусмотрено установление критической температуры хрупкости металла, процентное соотношение долей вязкой и хрупкой составляющих в изломах образцов определяют на разрушенных образцах с концентратором вида V (тип "Шарпи").
103. Измерения твердости металла в стационарных условиях следует проводить стандартными методами: по Бринеллю, по Виккерсу или по Роквеллу.
Испытания проводят при комнатной температуре () °C. При изготовлении образцов и подготовке поверхности для контроля следует исключать возможность изменения поверхностных свойств металла вследствие нагрева или наклепа. Рабочая и противоположная поверхности образца должны быть параллельными в случае измерения твердости на плоских поверхностях.
Соотношение толщины образца и нагрузки должно быть таковым, чтобы на обратной поверхности (стороне) образца отсутствовали заметные невооруженным глазом следы деформации от воздействия на металл индентора.
При измерении твердости по Бринеллю расстояние между краями двух соседних отпечатков должно быть не менее трех диаметров отпечатков, а расстояние от края отпечатка до края образца - не менее 2,5 диаметра отпечатка. При измерении твердости по Виккерсу расстояние от центра отпечатка до края соседнего отпечатка или до края образца должно быть не менее 2,5 длины диагонали отпечатка. При измерении твердости по Роквеллу расстояние между центрами двух соседних отпечатков или от центра отпечатка до края образца должно быть не менее 3,0 мм.
Для получения представительной характеристики твердости (в том числе для конкретной зоны образца) должно быть проведено не менее трех измерений. В обоснованных случаях число измерений может быть сокращено. За результирующую величину твердости принимается среднее значение по результатам нескольких измерений.
104. Определение механических свойств сварных соединений отличается спецификой, обусловленной структурной (металлургической) и механической неоднородностью композиции "основной - наплавленный металл (МШ) - переходные зоны (ЗТВ)".
Испытания на статическое растяжение и определение твердости проводят как для отдельных зон сварного соединения, так и для всего соединения в целом. Испытания на ударный изгиб выполняют для отдельных конкретных зон сварного соединения согласно месту (точке) расположения в образце вершины концентратора относительно границ зон соединения. Испытания на статический изгиб проводят для сварного соединения в целом.
Порядок вырезки образцов, включая их форму, расположение, ориентацию, размеры (и нанесение концентратора), определяется конкретной задачей исследования, типом и геометрическими параметрами соединения, и видом испытаний.
Общие требования к испытаниям металла отдельных зон (участков) сварного соединения на статическое растяжение соответствуют таковым для аналогичных испытаний стандартных образцов металла, проводимых в соответствии с пунктом 100 ФНП. Испытания проводят для металла шва и металла различных участков ЗТВ.
Твердость металла отдельных зон сварных соединений определяют в соответствии с пунктом 103 ФНП. В качестве основного метода для измерения твердости применятся метод Виккерса. Твердость сварного соединения как целой композиции определяют дискретными измерениями с заданным шагом поперек сварного соединения (включая все зоны) от основного металла с одной стороны до основного металла другой (противоположной) стороны соединения. Твердость основного металла, различных участков ЗТВ и металла шва измеряют по одной или нескольким линиям на поперечном сечении соединения, перпендикулярным оси соединения на этом сечении. Предпочтительно проводить измерения по нескольким линиям.
Испытания на ударный изгиб сварного соединения проводят для различных его зон: МШ, различных участков ЗТВ (линия сплавления, "мягкая" прослойка).
Принадлежность испытываемого металла к конкретной зоне определяется месторасположением вершины концентратора (надреза) в образце по отношению к границам зон соединения. Основные требования к образцам, проведению испытаний и обработке их результатов соответствуют таковым для стандартных испытаний металла на ударную вязкость, проводимых в соответствии с пунктом 102 ФНП.
Испытание сварного соединения как цельной композиции на статическое растяжение проводят для определения прочности наиболее слабого участка стыкового или нахлесточного соединения и по его результатам устанавливают временное сопротивление наиболее слабого участка (сварного соединения в целом).
Испытания на длительную прочность
105. Испытания на длительную прочность проводят:
для оценки соответствия жаропрочных свойств материалов нормативным требованиям применительно к металлу поврежденных в ходе эксплуатации элементов;
для определения остаточного ресурса высокотемпературных элементов длительно эксплуатируемого оборудования.
В данном пункте и далее по тексту ФНП в качестве остаточного ресурса принимается наработка оборудования или групп элементов в его составе от текущего момента до перехода в предельное состояние (требующее прекращения работы), определяемая с использованием индивидуального ресурса и предшествующей наработки с учетом фактических параметров предшествующей эксплуатации и для конкретных заданных параметров последующей эксплуатации. При этом к ресурсу индивидуальному относится ресурс оборудования или групп элементов в его составе, рассчитанного с учетом фактических данных по геометрическим размерам и состоянию металла для конкретных заданных параметров эксплуатации.
106. Испытания на жаропрочность требуется выполнять в диапазонах температур и напряжений, в пределах которых механизмы ползучести и разрушения металла при лабораторных исследованиях и эксплуатации подобны.
Количество испытываемых образцов на одно состояние металла (одна серия испытаний) должно быть не менее восьми.
107. Диапазон изменения времени испытания (до разрушения) в пределах одной серии испытываемых образцов составляет не менее одного порядка.
Минимальное время до разрушения образца, принимаемое в расчет при обработке результатов испытаний, должно составлять не менее 300 часов.
108. Диапазон задаваемых напряжений для серии испытываемых образцов следует устанавливать в пределах от 1,25 до 2,0 от уровня рабочих напряжений.
Следует по возможности задавать напряжение испытаний образца ниже уровня 1,25 от рабочего напряжения, так как при этом будет повышаться точность конечной оценки характеристик жаропрочности по результатам данной серии испытаний.
Не следует задавать напряжение испытаний образца выше двукратного рабочего напряжения.
109. В процессе испытаний определяют для каждого разрушенного образца значение параметра длительной прочности Pд.п. по формуле:
где: - время до разрушения образца, ч;
T - температура испытания, К;
- постоянная.
Следует принимать: для углеродистых, низколегированных и легированных сталей = -25; для высоколегированных аустенитных сталей
= -20; для хромистых сталей
= -36.
110. По результатам испытаний серии образцов (для конкретного состояния металла) строят условную параметрическую диаграмму длительной прочности в координатах "", где
- напряжение в испытуемом образце, МПа.
Параметрическую диаграмму допускается использовать для графического определения условного предела длительной прочности металла (для заданных температуры и ресурсной базы) или остаточного ресурса для заданных температуры и уровня рабочего напряжения (с учетом коэффициента запаса прочности).
Экстраполяция предела длительной прочности по результатам испытаний серии образцов выполняется на ресурс, не превышающий суммарную базу испытаний данной серии более чем на порядок.
Определение химического состава металла
111. Определение элементного состава металла методами химического анализа (с помощью химических реакций) проводят на специально отобранных пробах в виде стружки, мелких частиц металла (опилок).
Поверхность металла для отбора проб тщательно очищается от окалины и прочих загрязнений. Пробы отбирают в нескольких местах по поверхности или сечению детали сверлами или специально заточенным резцом.
Недопустимо попадание на отбираемую пробу масла или охлаждающей эмульсии. Поверхность стружки не должна иметь цветов побежалости. Не следует отбирать пробу (опилки) напильником во избежание попадания в нее частиц постороннего материала.
112. Для определения химического состава металла в лабораторных условиях предпочтительно использовать современные технические средства: стационарные приборы оптико-эмиссионного или рентгенофлуоресцентного принципа действия. С помощью стационарных аналитических приборов определяют химический состав металла на демонтированных деталях или вырезанных образцах.
Основные требования и правила к методам определения химического состава металла с использованием стационарных оптико-эмиссионных и рентгенофлуоресцентных приборов аналогичны таковым, как и при использовании подобных приборов мобильного применения в соответствии с пунктами 77 - 79 ФНП.
V. НАЗНАЧЕННЫЙ РЕСУРС ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ
113. Назначенный ресурс устанавливается для однотипных по конструкции, маркам стали изготовления и условиям эксплуатации элементов оборудования на основании результатов расчетно-экспериментальных исследований и опыта эксплуатации.
114. Назначенный ресурс для групп элементов оборудования не является предельным, обозначающим при его достижении необходимость обязательного вывода из эксплуатации и демонтажа данных элементов. По достижении группой элементов оборудования назначенного ресурса выполняется техническое диагностирование этих элементов и продление на основании его результатов срока их эксплуатации.
Элементы оборудования, для которых назначенный ресурс не устанавливается, на основании удовлетворительных результатов эксплуатационного контроля допускаются в дальнейшую эксплуатацию до очередного контроля согласно указанной в регламенте периодичности или до срока проведения ЭПБ.
Котлы
115. Значения назначенного ресурса коллекторов котлов, работающих при температуре 450 °C и выше, в зависимости от расчетных параметров эксплуатации и примененных марок стали, приведены в таблице VI.1.
Таблица VI.1
Марка стали коллектора котла |
Расчетная температура пара в коллекторе, °C |
Назначенный ресурс коллекторов котла, тысяч часов |
12МХ |
|
300 |
12МХ |
511 - 530 |
250 |
15ХМ |
|
300 |
12Х1МФ |
|
200 |
12Х1МФ |
> 545 |
150 |
15Х1М1Ф |
|
200 |
15Х1М1Ф |
> 545 |
150 |
Х10CrMoVNb9-1, 10Х9МФБ |
независимо от температуры (но более 450 °C) |
200 |
116. Назначенный ресурс прямых участков и гибов паропроводов и пароперепускных труб в пределах котлов и паровых турбин равен назначенному ресурсу прямых участков и гибов станционных паропроводов из аналогичных марок стали, эксплуатирующихся при таких же номинальных параметрах пара в соответствии с пунктом 120 ФНП.
117. Ресурс надежной эксплуатации труб поверхностей нагрева котла, работающих при 450 °C и выше, устанавливается при проведении планового обследования после наработки 50 тысяч часов - согласно пункту 125 ФНП (таблица VII.1, позиция 1) - с учетом результатов исследования состояния металла на вырезках в соответствии с пунктом 131 ФНП. Если при этом величина остаточного ресурса труб контролируемой поверхности нагрева превысит 50 тысяч часов, то данная поверхность нагрева допускается в дальнейшую эксплуатацию на 50 тысяч часов, по истечении которых должно быть проведено очередное обследование (с оценкой остаточного ресурса).
118. Назначенный ресурс барабанов, установленный в зависимости от марки, стали и эксплуатационных параметров (за котлом), приведен в таблице VI.2.
Таблица VI.2
Рабочее давление котла, МПа |
Марка стали барабана |
Назначенный ресурс, тысяч часов |
до 10,0 |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
300,0 |
до 14,0 |
Сталь 16ГНМ |
250,0 |
до 17,5 |
Сталь 16ГНМА |
300,0 |
до 15,0 |
Сталь 15NiCuMoNb5 |
200,0 |
119. Назначенный ресурс крепежа арматуры, работающей при температуре 450 °C и выше, в зависимости от номинальных параметров эксплуатации и примененных марок стали приведен в таблице VI.3.
Таблица VI.3
Марка стали крепежа |
Номинальная температура пара, °C |
Назначенный ресурс крепежа арматуры, тысяч часов |
ЭИ723 |
|
200 |
ЭИ723 |
> 525 |
100 |
ЭП182 |
|
220 |
ЭП44 |
|
220 |
ЭП44 |
> 545 |
100 |
ЭИ10 |
|
270 |
ЭИ993 |
|
220 |
Паропроводы
120. В таблице VI.4 приведены значения назначенного ресурса паропроводов и их основных элементов в зависимости от типоразмеров паропроводов, номинальных параметров пара и марок стали.
Таблица VI.4
N п/п |
Марка стали |
Типоразмер паропровода, мм |
Номинальные параметры пара |
Назначенный ресурс основных элементов паропровода, тысяч часов |
Назначенный ресурс паропровода в целом, тысяч часов |
||||
Dн |
S |
R |
T, °C |
P, МПа |
Прямые |
Гибы труб |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
1 |
15Х1М1Ф |
980 |
40 |
4500 |
545 |
3,9 |
400 |
100 |
100 |
2 |
15Х1М1Ф |
720 |
25 |
2500 |
545 |
3,9 |
300 |
150 |
150 |
3 |
15Х1М1Ф |
630 |
25 |
2300 |
545 |
3,9 |
400 |
270 |
270 |
4 |
15Х1М1Ф |
465 |
75 |
2100 |
545 |
25,5 |
175 |
110 |
110 |
5 |
15Х1М1Ф |
426 |
16 |
1700 |
565 |
2,2 |
400 |
250 |
250 |
6 |
15Х1М1Ф |
377 |
60 |
1500 |
545 |
25,5 |
150 |
100 |
100 |
7 |
15Х1М1Ф |
377 |
50 |
1500 |
560 |
14 |
300 |
250 |
250 |
8 |
15Х1М1Ф |
377 |
45 |
1500 |
560 |
14 |
250 |
200 |
200 |
9 |
15Х1М1Ф |
377 |
45 |
1500 |
550 |
13 |
300 |
250 |
250 |
10 |
15Х1М1Ф |
377 |
45 |
1500 |
545 |
14 |
300 |
250 |
250 |
11 |
15Х1М1Ф |
377 |
43 |
1500 |
560 |
14 |
200 |
150 |
150 |
12 |
15Х1М1Ф |
377 |
43 |
1500 |
550 |
13 |
300 |
250 |
250 |
13 |
15Х1М1Ф |
377 |
40 |
1500 |
545 |
14 |
300 |
240 |
240 |
14 |
15Х1М1Ф |
325 |
60 |
1370 |
545 |
25,5 |
320 |
250 |
250 |
15 |
15Х1М1Ф |
325 |
38 |
1370 |
560 |
14 |
260 |
175 |
175 |
16 |
15Х1М1Ф |
325 |
38 |
1500 |
550 |
14 |
350 |
270 |
270 |
17 |
15Х1М1Ф |
273 |
50 |
1000 |
550 |
25,5 |
250 |
200 |
200 |
18 |
15Х1М1Ф |
273 |
45 |
1000 |
545 |
14 |
400 |
350 |
350 |
19 |
15Х1М1Ф |
273 |
36 |
1000 |
560 |
14 |
300 |
250 |
250 |
20 |
15Х1М1Ф |
273 |
36 |
1000 |
545 |
14 |
400 |
300 |
300 |
21 |
15Х1М1Ф |
273 |
35 |
1000 |
565 |
14 |
300 |
220 |
220 |
22 |
15Х1М1Ф |
273 |
34 |
1000 |
545 |
14 |
400 |
300 |
300 |
23 |
15Х1М1Ф |
273 |
32 |
1000 |
560 |
13 |
300 |
230 |
230 |
24 |
15Х1М1Ф |
273 |
32 |
1000 |
555 |
13 |
310 |
260 |
260 |
25 |
15Х1М1Ф |
273 |
32 |
1000 |
545 |
14 |
300 |
250 |
250 |
26 |
15Х1М1Ф |
273 |
32 |
1000 |
540 |
10 |
400 |
350 |
350 |
27 |
15Х1М1Ф |
273 |
26 |
1000 |
510 |
10 |
400 |
350 |
350 |
28 |
15Х1М1Ф |
273 |
16 |
1000 |
510 |
10 |
300 |
200 |
200 |
29 |
15Х1М1Ф |
245 |
45 |
1000 |
560 |
25,5 |
175 |
110 |
110 |
30 |
15Х1М1Ф |
245 |
45 |
1000 |
550 |
25,5 |
300 |
200 |
200 |
31 |
15Х1М1Ф |
245 |
45 |
1000 |
545 |
25,5 |
300 |
250 |
250 |
32 |
15Х1М1Ф |
245 |
32 |
1000 |
545 |
14 |
400 |
300 |
300 |
33 |
15Х1М1Ф |
219 |
26 |
850 |
545 |
14 |
300 |
250 |
250 |
34 |
15Х1М1Ф |
219 |
26 |
850 |
540 |
10 |
400 |
350 |
350 |
35 |
15Х1М1Ф |
219 |
25 |
850 |
565 |
14 |
150 |
100 |
100 |
36 |
15Х1М1Ф |
219 |
25 |
850 |
560 |
14 |
220 |
130 |
130 |
37 |
15Х1М1Ф |
219 |
25 |
850 |
550 |
13 |
350 |
300 |
300 |
38 |
15Х1М1Ф |
219 |
25 |
850 |
545 |
14 |
300 |
250 |
250 |
39 |
15Х1М1Ф |
219 |
24 |
850 |
545 |
14 |
300 |
250 |
250 |
40 |
15Х1М1Ф |
219 |
24 |
850 |
540 |
10 |
400 |
350 |
350 |
41 |
15Х1М1Ф |
219 |
22 |
850 |
510 |
10 |
400 |
380 |
350 |
42 |
15Х1М1Ф |
194 |
38 |
750 |
560 |
25,8 |
250 |
170 |
170 |
43 |
15Х1М1Ф |
194 |
36 |
750 |
545 |
25,5 |
300 |
250 |
250 |
44 |
15Х1М1Ф |
194 |
20 |
750 |
545 |
14 |
250 |
170 |
170 |
45 |
15Х1М1Ф |
168 |
32 |
700 |
550 |
24 |
300 |
250 |
250 |
46 |
15Х1М1Ф |
159 |
30 |
650 |
545 |
25,5 |
300 |
250 |
250 |
47 |
15ХМ |
325 |
40 |
1370 |
510 |
10 |
400 |
350 |
350 |
48 |
15ХМ |
325 |
34 |
1370 |
510 |
10 |
400 |
350 |
350 |
49 |
15ХМ |
325 |
30 |
1370 |
510 |
10 |
350 |
300 |
300 |
50 |
15ХМ |
273 |
40 |
1000 |
510 |
10 |
400 |
350 |
350 |
51 |
15ХМ |
273 |
35 |
1000 |
510 |
10 |
400 |
350 |
350 |
52 |
15ХМ |
273 |
30 |
1000 |
510 |
10 |
400 |
350 |
350 |
53 |
15ХМ |
273 |
28 |
1000 |
510 |
10 |
400 |
320 |
320 |
54 |
15ХМ |
273 |
26 |
1000 |
510 |
10 |
350 |
300 |
300 |
55 |
15ХМ |
245 |
40 |
1000 |
510 |
10 |
400 |
350 |
350 |
56 |
15ХМ |
219 |
22 |
850 |
510 |
10 |
350 |
320 |
320 |
57 |
15ХМ |
194 |
20 |
750 |
510 |
10 |
400 |
350 |
350 |
58 |
15ХМ |
194 |
18 |
750 |
510 |
10 |
350 |
300 |
300 |
59 |
15ХМ |
168 |
19 |
700 |
510 |
10 |
400 |
350 |
350 |
60 |
12Х1МФ |
630 |
28 |
2300 |
560 |
3,9 |
250 |
140 |
140 |
61 |
12Х1МФ |
525 |
45 |
2500 |
510 |
10 |
400 |
400 |
400 |
62 |
12Х1МФ |
465 |
20 |
2100 |
560 |
2,85 |
300 |
250 |
250 |
63 |
12Х1МФ |
465 |
20 |
2100 |
545 |
3,9 |
350 |
250 |
250 |
64 |
12Х1МФ |
465 |
20 |
2100 |
545 |
3,2 |
300 |
250 |
250 |
65 |
12Х1МФ |
465 |
19 |
2100 |
545 |
2,8 |
350 |
300 |
300 |
66 |
12Х1МФ |
465 |
19 |
2100 |
545 |
4,2 |
300 |
150 |
150 |
67 |
12Х1МФ |
465 |
19 |
2100 |
545 |
3,9 |
300 |
220 |
220 |
68 |
12Х1МФ |
426 |
20 |
1700 |
545 |
3,7 |
300 |
250 |
250 |
69 |
12Х1МФ |
426 |
20 |
1700 |
545 |
3,2 |
350 |
300 |
300 |
70 |
12Х1МФ |
426 |
18 |
1700 |
545 |
3,9 |
320 |
250 |
250 |
71 |
12Х1МФ |
426 |
18 |
1700 |
545 |
3,2 |
300 |
250 |
250 |
72 |
12Х1МФ |
426 |
18 |
1700 |
545 |
2,5 |
400 |
300 |
300 |
73 |
12Х1МФ |
426 |
17 |
1700 |
565 |
2,4 |
300 |
250 |
250 |
74 |
12Х1МФ |
426 |
17 |
1700 |
545 |
3,9 |
300 |
175 |
175 |
75 |
12Х1МФ |
426 |
16 |
1700 |
545 |
3,9 |
230 |
110 |
110 |
76 |
12Х1МФ |
377 |
50 |
1500 |
565 |
15,5 |
80 |
70 |
70 |
77 |
12Х1МФ |
377 |
50 |
1500 |
565 |
14 |
150 |
110 |
110 |
78 |
12Х1МФ |
377 |
50 |
1500 |
550 |
14 |
300 |
250 |
250 |
79 |
12Х1МФ |
377 |
45 |
1500 |
560 |
14 |
115 |
85 |
85 |
80 |
12Х1МФ |
377 |
45 |
1500 |
550 |
13 |
230 |
170 |
170 |
81 |
12Х1МФ |
377 |
45 |
1500 |
545 |
14 |
250 |
180 |
180 |
82 |
12Х1МФ |
377 |
17 |
1500 |
565 |
3,9 |
180 |
100 |
100 |
83 |
12Х1МФ |
377 |
17 |
1500 |
545 |
3,9 |
300 |
250 |
250 |
84 |
12Х1МФ |
377 |
16 |
1500 |
545 |
3,2 |
320 |
270 |
270 |
85 |
12Х1МФ |
377 |
15 |
1500 |
565 |
3 |
280 |
160 |
160 |
86 |
12Х1МФ |
377 |
15 |
1500 |
565 |
2,8 |
300 |
200 |
200 |
87 |
12Х1МФ |
325 |
50 |
1370 |
560 |
14 |
300 |
240 |
240 |
88 |
12Х1МФ |
325 |
50 |
1370 |
545 |
14 |
350 |
300 |
300 |
89 |
12Х1МФ |
325 |
48 |
1370 |
565 |
13 |
260 |
200 |
200 |
90 |
12Х1МФ |
325 |
45 |
1370 |
565 |
14 |
160 |
120 |
120 |
91 |
12Х1МФ |
325 |
45 |
1370 |
560 |
14 |
180 |
130 |
130 |
92 |
12Х1МФ |
325 |
45 |
1370 |
545 |
14 |
320 |
270 |
270 |
93 |
12Х1МФ |
325 |
42 |
1370 |
565 |
13 |
160 |
110 |
110 |
94 |
12Х1МФ |
325 |
42 |
1370 |
560 |
14 |
160 |
110 |
110 |
95 |
12Х1МФ |
325 |
42 |
1370 |
555 |
13 |
280 |
210 |
210 |
96 |
12Х1МФ |
325 |
42 |
1370 |
545 |
14 |
300 |
250 |
250 |
97 |
12Х1МФ |
325 |
40 |
1370 |
565 |
14 |
80 |
70 |
70 |
98 |
12Х1МФ |
325 |
38 |
1370 |
560 |
14 |
80 |
75 |
75 |
99 |
12Х1МФ |
325 |
38 |
1370 |
550 |
14 |
145 |
100 |
100 |
100 |
12Х1МФ |
325 |
38 |
1370 |
545 |
14 |
240 |
180 |
180 |
101 |
12Х1МФ |
325 |
38 |
1370 |
540 |
14 |
280 |
200 |
200 |
102 |
12Х1МФ |
325 |
38 |
1370 |
540 |
10 |
350 |
270 |
270 |
103 |
12Х1МФ |
325 |
38 |
1370 |
510 |
10 |
400 |
350 |
350 |
104 |
12Х1МФ |
325 |
30 |
1370 |
510 |
10 |
400 |
350 |
350 |
105 |
12Х1МФ |
325 |
30 |
1370 |
500 |
10 |
400 |
350 |
350 |
106 |
12Х1МФ |
325 |
25 |
1370 |
540 |
10 |
200 |
105 |
105 |
107 |
12Х1МФ |
325 |
24 |
1370 |
540 |
10 |
110 |
75 |
75 |
108 |
12Х1МФ |
325 |
24 |
1370 |
530 |
10 |
220 |
150 |
150 |
109 |
12Х1МФ |
325 |
24 |
1370 |
520 |
10 |
350 |
300 |
300 |
110 |
12Х1МФ |
325 |
24 |
1370 |
510 |
10 |
350 |
300 |
300 |
111 |
12Х1МФ |
325 |
24 |
1370 |
500 |
10 |
400 |
350 |
350 |
112 |
12Х1МФ |
325 |
22 |
1370 |
530 |
9 |
270 |
160 |
160 |
113 |
12Х1МФ |
325 |
22 |
1370 |
500 |
9 |
400 |
350 |
350 |
114 |
12Х1МФ |
325 |
20 |
1370 |
510 |
10 |
220 |
140 |
140 |
115 |
12Х1МФ |
325 |
20 |
1370 |
500 |
8,5 |
400 |
300 |
300 |
116 |
12Х1МФ |
325 |
13 |
1370 |
565 |
3 |
280 |
160 |
160 |
117 |
12Х1МФ |
325 |
12 |
1370 |
565 |
2,8 |
270 |
150 |
150 |
118 |
12Х1МФ |
273 |
45 |
1000 |
550 |
14 |
350 |
250 |
250 |
119 |
12Х1МФ |
273 |
40 |
1000 |
560 |
14 |
280 |
180 |
180 |
120 |
12Х1МФ |
273 |
40 |
1000 |
545 |
14 |
330 |
270 |
270 |
121 |
12Х1МФ |
273 |
36 |
1000 |
560 |
15,5 |
120 |
80 |
80 |
122 |
12Х1МФ |
273 |
36 |
1000 |
560 |
14 |
180 |
120 |
120 |
123 |
12Х1МФ |
273 |
36 |
1000 |
555 |
13 |
300 |
220 |
220 |
124 |
12Х1МФ |
273 |
36 |
1000 |
550 |
14 |
300 |
210 |
210 |
125 |
12Х1МФ |
273 |
36 |
1000 |
545 |
14 |
300 |
250 |
250 |
126 |
12Х1МФ |
273 |
36 |
1000 |
540 |
14 |
300 |
250 |
250 |
127 |
12Х1МФ |
273 |
36 |
1000 |
535 |
13 |
350 |
270 |
270 |
128 |
12Х1МФ |
273 |
36 |
1000 |
510 |
10 |
400 |
350 |
350 |
129 |
12Х1МФ |
273 |
32 |
1000 |
560 |
14 |
90 |
80 |
80 |
130 |
12Х1МФ |
273 |
32 |
1000 |
560 |
13,5 |
120 |
95 |
95 |
131 |
12Х1МФ |
273 |
32 |
1000 |
555 |
14 |
130 |
90 |
90 |
132 |
12Х1МФ |
273 |
32 |
1000 |
555 |
13 |
180 |
120 |
120 |
133 |
12Х1МФ |
273 |
32 |
1000 |
550 |
14 |
180 |
120 |
120 |
134 |
12Х1МФ |
273 |
32 |
1000 |
550 |
13 |
210 |
140 |
140 |
135 |
12Х1МФ |
273 |
32 |
1000 |
545 |
14 |
240 |
160 |
160 |
136 |
12Х1МФ |
273 |
32 |
1000 |
540 |
14 |
300 |
210 |
210 |
137 |
12Х1МФ |
273 |
32 |
1000 |
510 |
10 |
400 |
350 |
350 |
138 |
12Х1МФ |
273 |
28 |
1000 |
530 |
11 |
350 |
300 |
300 |
139 |
12Х1МФ |
273 |
28 |
1000 |
510 |
10 |
400 |
350 |
350 |
140 |
12Х1МФ |
273 |
26 |
1000 |
555 |
10 |
170 |
120 |
120 |
141 |
12Х1МФ |
273 |
26 |
1000 |
530 |
11 |
350 |
300 |
300 |
142 |
12Х1МФ |
273 |
26 |
1000 |
530 |
10 |
370 |
320 |
320 |
143 |
12Х1МФ |
273 |
26 |
1000 |
510 |
10 |
400 |
350 |
350 |
144 |
12Х1МФ |
273 |
26 |
1000 |
510 |
9 |
400 |
350 |
350 |
145 |
12Х1МФ |
273 |
26 |
1000 |
500 |
10 |
400 |
350 |
350 |
146 |
12Х1МФ |
273 |
25 |
1000 |
540 |
10 |
300 |
250 |
250 |
147 |
12Х1МФ |
273 |
24 |
1000 |
510 |
10 |
400 |
350 |
350 |
148 |
12Х1МФ |
273 |
22 |
1000 |
540 |
10 |
220 |
140 |
140 |
149 |
12Х1МФ |
273 |
22 |
1370 |
540 |
10 |
190 |
130 |
130 |
150 |
12Х1МФ |
273 |
22 |
1000 |
510 |
10 |
400 |
350 |
350 |
151 |
12Х1МФ |
273 |
22 |
1000 |
500 |
10 |
400 |
350 |
350 |
152 |
12Х1МФ |
273 |
22 |
1000 |
500 |
9 |
400 |
350 |
350 |
153 |
12Х1МФ |
273 |
20 |
1000 |
540 |
10 |
105 |
75 |
75 |
154 |
12Х1МФ |
273 |
20 |
1000 |
530 |
10 |
210 |
130 |
130 |
155 |
12Х1МФ |
273 |
20 |
1000 |
520 |
10 |
350 |
300 |
300 |
156 |
12Х1МФ |
273 |
20 |
1000 |
510 |
10 |
350 |
300 |
300 |
157 |
12Х1МФ |
273 |
20 |
1000 |
510 |
9 |
400 |
320 |
320 |
158 |
12Х1МФ |
273 |
20 |
1000 |
500 |
10 |
400 |
330 |
330 |
159 |
12Х1МФ |
273 |
18 |
1000 |
510 |
10 |
350 |
250 |
250 |
160 |
12Х1МФ |
273 |
17 |
1000 |
520 |
10 |
140 |
70 |
70 |
161 |
12Х1МФ |
273 |
17 |
1000 |
510 |
11 |
150 |
70 |
70 |
162 |
12Х1МФ |
273 |
17 |
1000 |
510 |
10 |
300 |
160 |
160 |
163 |
12Х1МФ |
273 |
16 |
1000 |
510 |
10 |
180 |
80 |
80 |
164 |
12Х1МФ |
273 |
16 |
1000 |
500 |
9 |
350 |
300 |
300 |
165 |
12Х1МФ |
273 |
13 |
1000 |
560 |
3,9 |
280 |
170 |
170 |
166 |
12Х1МФ |
273 |
11 |
1000 |
545 |
2,6 |
400 |
300 |
300 |
167 |
12Х1МФ |
245 |
62,5 |
1000 |
550 |
25,5 |
300 |
250 |
250 |
168 |
12Х1МФ |
245 |
45 |
1000 |
545 |
25,5 |
150 |
100 |
100 |
169 |
12Х1МФ |
245 |
45 |
1000 |
545 |
14 |
400 |
350 |
350 |
170 |
12Х1МФ |
245 |
32 |
1000 |
540 |
10 |
400 |
350 |
350 |
171 |
12Х1МФ |
245 |
32 |
1000 |
540 |
13,5 |
300 |
250 |
250 |
172 |
12Х1МФ |
245 |
30 |
1000 |
560 |
14 |
140 |
90 |
90 |
173 |
12Х1МФ |
245 |
30 |
1000 |
555 |
13 |
180 |
130 |
130 |
174 |
12Х1МФ |
245 |
30 |
1000 |
550 |
14 |
180 |
130 |
130 |
175 |
12Х1МФ |
245 |
25 |
1000 |
510 |
14 |
350 |
320 |
320 |
176 |
12Х1МФ |
219 |
35 |
850 |
560 |
14 |
300 |
250 |
250 |
177 |
12Х1МФ |
219 |
32 |
850 |
560 |
14 |
220 |
165 |
165 |
178 |
12Х1МФ |
219 |
32 |
850 |
560 |
13 |
340 |
240 |
240 |
179 |
12Х1МФ |
219 |
32 |
850 |
555 |
14 |
340 |
250 |
250 |
180 |
12Х1МФ |
219 |
30 |
1000 |
560 |
14 |
180 |
130 |
130 |
181 |
12Х1МФ |
219 |
29 |
850 |
560 |
14 |
170 |
110 |
110 |
182 |
12Х1МФ |
219 |
29 |
850 |
545 |
14 |
300 |
250 |
250 |
183 |
12Х1МФ |
219 |
28 |
850 |
560 |
14 |
160 |
100 |
100 |
184 |
12Х1МФ |
219 |
28 |
850 |
555 |
13 |
220 |
160 |
160 |
185 |
12Х1МФ |
219 |
28 |
850 |
550 |
13 |
300 |
220 |
220 |
186 |
12Х1МФ |
219 |
28 |
850 |
545 |
14 |
320 |
240 |
240 |
187 |
12Х1МФ |
219 |
28 |
850 |
510 |
14 |
400 |
350 |
350 |
188 |
12Х1МФ |
219 |
28 |
850 |
510 |
10 |
400 |
350 |
350 |
189 |
12Х1МФ |
219 |
26 |
850 |
560 |
14 |
100 |
75 |
75 |
190 |
12Х1МФ |
219 |
26 |
850 |
555 |
13 |
160 |
110 |
110 |
191 |
12Х1МФ |
219 |
26 |
850 |
550 |
14 |
180 |
120 |
120 |
192 |
12Х1МФ |
219 |
26 |
850 |
545 |
14 |
240 |
170 |
170 |
193 |
12Х1МФ |
219 |
26 |
850 |
540 |
10 |
400 |
300 |
300 |
194 |
12Х1МФ |
219 |
26 |
850 |
510 |
10 |
400 |
350 |
350 |
195 |
12Х1МФ |
219 |
26 |
850 |
500 |
10 |
400 |
350 |
350 |
196 |
12Х1МФ |
219 |
25 |
850 |
560 |
13,5 |
100 |
75 |
75 |
197 |
12Х1МФ |
219 |
25 |
850 |
550 |
14 |
150 |
100 |
100 |
198 |
12Х1МФ |
219 |
25 |
850 |
545 |
14 |
200 |
130 |
130 |
199 |
12Х1МФ |
219 |
25 |
850 |
540 |
14 |
240 |
170 |
170 |
200 |
12Х1МФ |
219 |
24 |
850 |
545 |
15,5 |
100 |
70 |
70 |
201 |
12Х1МФ |
219 |
24 |
850 |
540 |
13 |
270 |
190 |
190 |
202 |
12Х1МФ |
219 |
24 |
850 |
510 |
10 |
400 |
350 |
350 |
203 |
12Х1МФ |
219 |
22 |
850 |
510 |
10 |
400 |
350 |
350 |
204 |
12Х1МФ |
219 |
18 |
850 |
540 |
10 |
240 |
150 |
150 |
205 |
12Х1МФ |
219 |
18 |
850 |
535 |
9 |
300 |
250 |
250 |
206 |
12Х1МФ |
219 |
16 |
850 |
545 |
3,2 |
400 |
350 |
350 |
207 |
12Х1МФ |
219 |
16 |
850 |
510 |
10 |
350 |
300 |
300 |
208 |
12Х1МФ |
219 |
16 |
850 |
500 |
7,1 |
400 |
350 |
350 |
209 |
12Х1МФ |
219 |
14 |
850 |
510 |
10 |
340 |
190 |
190 |
210 |
12Х1МФ |
194 |
36 |
750 |
545 |
25,5 |
160 |
110 |
110 |
211 |
12Х1МФ |
194 |
22 |
750 |
510 |
10 |
400 |
350 |
350 |
212 |
12Х1МФ |
194 |
20 |
750 |
540 |
10 |
350 |
300 |
300 |
213 |
12Х1МФ |
194 |
19 |
750 |
540 |
10 |
300 |
250 |
250 |
214 |
12Х1МФ |
194 |
19 |
750 |
510 |
10 |
400 |
350 |
350 |
215 |
12Х1МФ |
194 |
19 |
750 |
510 |
9 |
400 |
350 |
350 |
216 |
12Х1МФ |
194 |
18 |
750 |
510 |
10 |
400 |
350 |
350 |
217 |
12Х1МФ |
194 |
16 |
750 |
540 |
10 |
230 |
150 |
150 |
218 |
12Х1МФ |
194 |
15 |
750 |
540 |
10 |
160 |
100 |
100 |
219 |
12Х1МФ |
194 |
15 |
750 |
520 |
10 |
350 |
300 |
300 |
220 |
12Х1МФ |
194 |
15 |
750 |
510 |
10 |
370 |
320 |
320 |
221 |
12Х1МФ |
194 |
15 |
750 |
500 |
10 |
400 |
350 |
350 |
222 |
12Х1МФ |
194 |
14 |
750 |
535 |
9 |
220 |
150 |
150 |
223 |
12Х1МФ |
194 |
14 |
750 |
510 |
11 |
350 |
250 |
250 |
224 |
12Х1МФ |
194 |
14 |
750 |
510 |
10 |
350 |
300 |
300 |
225 |
12Х1МФ |
194 |
14 |
750 |
500 |
9 |
400 |
350 |
350 |
226 |
12Х1МФ |
194 |
12 |
750 |
510 |
10 |
300 |
110 |
110 |
227 |
12Х1МФ |
168 |
20 |
700 |
560 |
14 |
90 |
80 |
80 |
228 |
12Х1МФ |
168 |
20 |
650 |
550 |
14 |
150 |
100 |
100 |
229 |
12Х1МФ |
168 |
20 |
650 |
550 |
13 |
210 |
150 |
150 |
230 |
12Х1МФ |
168 |
20 |
650 |
545 |
13 |
290 |
210 |
210 |
231 |
12Х1МФ |
168 |
18 |
650 |
540 |
13 |
230 |
160 |
160 |
232 |
12Х1МФ |
168 |
17 |
650 |
545 |
13 |
120 |
80 |
80 |
233 |
12Х1МФ |
168 |
14 |
700 |
540 |
10 |
240 |
160 |
160 |
234 |
12Х1МФ |
168 |
13 |
700 |
540 |
10 |
160 |
100 |
100 |
235 |
12Х1МФ |
159 |
32 |
600 |
545 |
25,5 |
240 |
160 |
160 |
236 |
12Х1МФ |
159 |
30 |
650 |
545 |
25,5 |
190 |
130 |
130 |
237 |
12Х1МФ |
159 |
22 |
650 |
560 |
14 |
170 |
120 |
120 |
238 |
12Х1МФ |
159 |
20 |
650 |
560 |
14 |
130 |
90 |
90 |
239 |
12Х1МФ |
159 |
20 |
650 |
550 |
14 |
200 |
140 |
140 |
240 |
12Х1МФ |
159 |
18 |
650 |
545 |
14 |
160 |
110 |
110 |
241 |
12Х1МФ |
159 |
18 |
600 |
540 |
13,5 |
260 |
180 |
180 |
242 |
12Х1МФ |
159 |
18 |
650 |
530 |
14 |
350 |
280 |
280 |
243 |
12Х1МФ |
159 |
17 |
650 |
540 |
14 |
160 |
110 |
110 |
244 |
12Х1МФ |
159 |
15 |
650 |
520 |
14 |
270 |
180 |
180 |
245 |
12Х1МФ |
159 |
13 |
650 |
540 |
10 |
180 |
125 |
125 |
246 |
12Х1МФ |
159 |
13 |
650 |
510 |
14 |
200 |
125 |
125 |
247 |
12Х1МФ |
159 |
12 |
650 |
540 |
10 |
100 |
80 |
80 |
248 |
12Х1МФ |
159 |
10 |
650 |
510 |
10 |
250 |
110 |
110 |
249 |
12Х1МФ |
159 |
7 |
650 |
545 |
2,6 |
400 |
350 |
350 |
250 |
12Х1МФ |
133 |
25 |
600 |
545 |
25,5 |
160 |
110 |
110 |
251 |
12Х1МФ |
133 |
20 |
600 |
560 |
14 |
270 |
190 |
190 |
252 |
12Х1МФ |
133 |
20 |
600 |
550 |
14 |
320 |
270 |
270 |
253 |
12Х1МФ |
133 |
17 |
600 |
560 |
14 |
140 |
100 |
100 |
254 |
12Х1МФ |
133 |
17 |
600 |
550 |
14 |
210 |
155 |
155 |
255 |
12Х1МФ |
133 |
17 |
600 |
550 |
13 |
310 |
220 |
220 |
256 |
12Х1МФ |
133 |
17 |
600 |
545 |
14 |
290 |
210 |
210 |
257 |
12Х1МФ |
133 |
17 |
600 |
540 |
10 |
400 |
350 |
350 |
258 |
12Х1МФ |
133 |
16 |
600 |
560 |
14 |
90 |
75 |
75 |
259 |
12Х1МФ |
133 |
16 |
600 |
560 |
13,5 |
125 |
90 |
90 |
260 |
12Х1МФ |
133 |
16 |
600 |
555 |
13 |
160 |
110 |
110 |
261 |
12Х1МФ |
133 |
16 |
600 |
550 |
14 |
180 |
120 |
120 |
262 |
12Х1МФ |
133 |
16 |
600 |
550 |
13 |
210 |
160 |
160 |
263 |
12Х1МФ |
133 |
16 |
650 |
545 |
14 |
210 |
150 |
150 |
264 |
12Х1МФ |
133 |
15 |
600 |
540 |
10 |
350 |
270 |
270 |
265 |
12Х1МФ |
133 |
15 |
600 |
530 |
9 |
400 |
350 |
350 |
266 |
12Х1МФ |
133 |
15 |
600 |
500 |
9 |
400 |
350 |
350 |
267 |
12Х1МФ |
133 |
13 |
600 |
550 |
10 |
240 |
180 |
180 |
268 |
12Х1МФ |
133 |
13 |
600 |
540 |
10 |
300 |
250 |
250 |
269 |
12Х1МФ |
133 |
13 |
600 |
530 |
14 |
170 |
110 |
110 |
270 |
12Х1МФ |
133 |
13 |
600 |
530 |
9 |
400 |
350 |
350 |
271 |
12Х1МФ |
133 |
13 |
600 |
500 |
9 |
400 |
350 |
350 |
272 |
12Х1МФ |
133 |
12 |
600 |
540 |
10 |
300 |
220 |
220 |
273 |
12Х1МФ |
133 |
11 |
600 |
540 |
10 |
200 |
140 |
140 |
274 |
12Х1МФ |
133 |
10 |
600 |
540 |
10 |
108 |
70 |
70 |
275 |
12МХ |
325 |
36 |
1370 |
510 |
10 |
350 |
320 |
320 |
276 |
12МХ |
326 |
34 |
1370 |
510 |
10 |
330 |
300 |
300 |
277 |
12МХ |
325 |
30 |
1370 |
510 |
10 |
320 |
300 |
300 |
278 |
12МХ |
325 |
28 |
1370 |
510 |
10 |
300 |
230 |
230 |
279 |
12МХ |
325 |
24 |
1370 |
510 |
10 |
170 |
120 |
120 |
280 |
12МХ |
273 |
36 |
1000 |
510 |
10 |
400 |
350 |
350 |
281 |
12МХ |
273 |
32 |
1000 |
510 |
10 |
400 |
350 |
350 |
282 |
12МХ |
273 |
32 |
1000 |
500 |
9 |
400 |
350 |
350 |
283 |
12МХ |
273 |
26 |
1000 |
510 |
11 |
350 |
300 |
300 |
284 |
12МХ |
273 |
28 |
1000 |
510 |
10 |
350 |
320 |
320 |
285 |
12МХ |
273 |
26 |
1000 |
510 |
10 |
320 |
300 |
300 |
286 |
12МХ |
273 |
26 |
1000 |
500 |
9 |
400 |
350 |
350 |
287 |
12МХ |
273 |
22 |
1000 |
510 |
10 |
230 |
170 |
170 |
288 |
12МХ |
273 |
20 |
1000 |
510 |
10 |
160 |
115 |
115 |
289 |
12МХ |
273 |
18 |
1000 |
510 |
10 |
110 |
75 |
75 |
290 |
12МХ |
245 |
25 |
1000 |
510 |
10 |
350 |
300 |
300 |
291 |
12МХ |
245 |
22 |
1000 |
510 |
10 |
300 |
250 |
250 |
292 |
12МХ |
219 |
24 |
850 |
510 |
10 |
350 |
330 |
330 |
293 |
12МХ |
219 |
22 |
850 |
510 |
10 |
350 |
300 |
300 |
294 |
12МХ |
219 |
22 |
850 |
500 |
9 |
400 |
350 |
350 |
295 |
12МХ |
219 |
20 |
850 |
510 |
10 |
350 |
270 |
270 |
296 |
12МХ |
194 |
20 |
750 |
510 |
10 |
350 |
300 |
300 |
297 |
12МХ |
194 |
20 |
750 |
500 |
9 |
400 |
350 |
350 |
298 |
12МХ |
194 |
19 |
750 |
510 |
10 |
350 |
300 |
300 |
299 |
12МХ |
194 |
19 |
750 |
500 |
10 |
400 |
350 |
350 |
300 |
12МХ |
194 |
18 |
750 |
510 |
10 |
350 |
300 |
300 |
301 |
12МХ |
194 |
15 |
750 |
500 |
10 |
350 |
280 |
280 |
302 |
12МХ |
194 |
14 |
750 |
510 |
10 |
145 |
105 |
105 |
303 |
12МХ |
168 |
16 |
700 |
510 |
10 |
330 |
300 |
300 |
Приведенные в таблице VI.4 значения назначенного ресурса относятся также к системам пароперепускных труб турбин.
121. Для указанных ниже элементов паропроводных систем из перлитных марок стали значения назначенного ресурса составляют:
а) для штампованных колен и стыковых сварных соединений равными назначенному ресурсу прямых труб соответствующих паропроводов;
б) для литых деталей корпусов арматуры и литых тройников, колен, переходов, работающих при температуре эксплуатации 450 °C и выше, независимо от марки стали - 250 тысяч часов;
в) для штампосварных колен - 100 тысяч часов;
г) для штампованных (с вытянутой горловиной) и кованых тройников равными назначенному ресурсу прямых труб соответствующего типоразмера, принимая в качестве такового исполнительный размер коллекторной части тройника;
д) для центробежнолитых (ЦБЛ) труб - 100 тысяч часов, за исключением ЦБЛ труб типоразмером 630 x 25 мм, работающих при параметрах 545 °C и 2,5 МПа; для последних составляет - 150 тысяч часов;
е) для элементов паропроводов из углеродистой стали, работающих при температурах от 390 до 450 °C, - 150 тысяч часов.
Назначенный ресурс стыковых сварных соединений, состоящих из элементов с разной толщиной (в том числе, соединения труб с литыми, коваными деталями), а также переходов (штампованных, точеных, обжатых) принимается равным наименьшему из двух величин назначенного ресурса присоединяемых труб (элементов). Назначенный ресурс тройниковых сварных соединений устанавливается индивидуально. Целесообразно для этого привлекать специализированную научно-исследовательскую организацию.
122. Назначенный ресурс элементов паропроводов из хромистых сталей мартенситного класса (10Х9МФБ и Х10CrMoVNb9-1) принимается равным расчетному ресурсу, указанному в паспорте на техническое устройство для данных групп элементов. При отсутствии в паспорте соответствующих указаний о назначенном ресурсе отдельных групп таких элементов он принимается равным 150 тысяч часов. Для тройниковых сварных соединений элементов из хромистых сталей, а также для композитных сварных соединений элементов из разнородных сталей мартенситного и перлитного классов назначенный ресурс принимается равным 100 тысяч часов.
Назначенный ресурс для коллекторов и паропроводов из хромистых сталей мартенситного класса (10Х9МФБ и Х10CrMoVNb9-1) и их сварных соединений, а также для барабанов из стали 15NiCuMoNb5 может уточняться в дальнейшем по мере накопления экспериментальных данных по свойствам металла и опыта эксплуатации.
123. Если приведенное в ФНП значение назначенного ресурса для конкретных групп элементов не совпадает с назначенным ресурсом, указанным в паспорте на техническое устройство для идентичных групп элементов, в качестве базового значения принимается наименьшая из этих двух величин.
VI. ЭКСПЛУАТАЦИОННОЙ КОНТРОЛЬ ЭЛЕМЕНТОВ ОБОРУДОВАНИЯ
124. В настоящей главе ФНП приведены методы, объемы и периодичность эксплуатационного контроля металла основных элементов, включая сварные соединения, котлов и трубопроводов тепловых электростанций. При обозначении видов и методов контроля, типов сварных соединений применяются следующие сокращения:
ВИК - визуально-измерительный контроль;
ВТК - вихретоковый контроль;
ИВ - исследования металла вырезки;
МИ - металлографическое исследование;
МКП - исследование микроповрежденности;
МКТН - магнитный контроль тепловой неравномерности;
МПК (МПД) - магнитопорошковый контроль (дефектоскопия);
МФ - магнитная ферритометрия;
ПРПС - поверочный расчет на прочность и самокомпенсацию (паропровода);
РОПС - ревизия опорно-подвесной системы (паропровода);
ТВ - измерение твердости;
Тип 1 - стыковое сварное соединение трубы с трубой;
Тип 2 - стыковые сварные соединения с конструктивным концентратором напряжений: трубы с донышком коллектора, литой, кованой и штампованной деталью; продольные соединения штампосварных колен; тройниковые и штуцерные сварные соединения;
УЗК - ультразвуковой контроль;
УЗТ - ультразвуковая толщинометрия;
ЦД - контроль методом цветной дефектоскопии.
Котлы
125. Регламент контроля основных элементов котлов приведен в таблице VII.1.
Таблица VII.1
Расчетные параметры среды |
Количество пусков до начала контроля |
Метод контроля |
Объем контроля |
Периодичность проведения контроля |
Примечания |
||
Энергоблоки мощностью 300 МВт и выше |
Энергоустановки мощностью менее 300 МВт |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Трубы поверхностей нагрева, трубопроводы в пределах котла с наружным диаметром 100 мм и более, коллекторы |
|||||||
1. Поверхности нагрева |
450 °C и выше |
УЗТ |
Выборочно в зонах с максимальной температурой стенки в объеме не менее 25 труб |
Каждые 50 тысяч часов |
При выявлении утонения стенки более 20% от номинальной или более 1,0 мм измерения проводить каждые 25 тысяч ч допускается изменять периодичность контроля (в любую сторону) по решению технического руководителя ТЭС |
||
ВИК, МКТН или (и) МФ |
100% доступных труб |
Каждые 50 тысяч часов |
1. МКТН и МФ проводятся для поверхностей нагрева из перлитных и аустенитных сталей соответственно. 2. Решение о необходимости проведения МКТН или (и) МФ при каждом диагностировании принимается техническим руководителем ТЭС. Проведение контроля этими методами является дополнительным |
||||
Оценка состояния металла вырезок (ИВ) |
Не менее трех вырезок с каждой поверхности нагрева |
Каждые 50 тысяч часов. При наличии отклонений - по результатам МКТН или МФ периодичность вырезок может быть сокращена. |
Количество и места вырезок с каждой поверхности нагрева утверждаются техническим руководителем ТЭС |
||||
Ниже 450 °C |
ВИК, УЗТ, МКТН |
50% доступных труб |
Каждые 50 тысяч часов |
1. Исключая экономайзер 2. Магнитный контроль МКТН проводится факультативно по решению технического руководителя ТЭС 3. Для оребренных поверхностей нагрева контроль проводится на переходных участках с гладкой поверхностью 4. При утонении стенки более 25% от номинальной периодичность контроля сокращается до 25 тысяч ч |
|||
Оценка состояния металла вырезок (ИВ) |
Не менее 2 труб в зонах с ускоренной коррозией (более 1 мм за 105 ч) |
С учетом результатов контроля периодичность вырезок может быть сокращена |
5. Количество и места вырезок с каждой поверхности нагрева с учетом результатов ВИК, УЗТ и МКТН утверждаются техническим руководителем ТЭС |
||||
2. Экономайзер |
Независимо от параметров |
- |
- |
ВИК |
100% |
Каждые 50 тысяч часов |
Проводится в доступных местах |
УЗТ |
5% |
Каждые 50 тысяч часов |
При каждом последующем диагностировании в контролируемую группу включаются трубы, не проверенные при предыдущих контролях |
||||
3. Цельносварные топочные экраны |
300 °C и выше |
- |
- |
ВИК, УЗТ |
В зоне максимальных тепловых нагрузок в доступных местах |
Через 50 тысяч часов, далее в каждый капитальный ремонт. На котлах, работающих на газовом топливе, - каждые 100 тысяч часов |
Количество контрольных участков размером 200 x 200 мм и места их расположения должны соответствовать схеме, утвержденной техническим руководителем электростанции |
Оценка состояния металла вырезок (ИВ) |
В зонах, где происходили повреждения |
В ближайший капитальный ремонт |
Количество вырезок и места их расположения должны соответствовать схеме, утвержденной техническим руководителем ТЭС |
||||
4. Паропровод в пределах котла из сталей: 12МХ и 15ХМ |
Выше 450 °C |
- |
- |
Измерение остаточной деформации |
Прямые трубы и гибы |
Каждые 100 тысяч часов |
1. При достижении значения остаточной деформации, равного половине допустимого, измерение остаточной деформации проводится для прямых труб каждые 50 тысяч часов, для гибов - 25 тысяч часов |
2. При значении назначенного ресурса 100 тысяч часов и менее измерения остаточной деформации прямых труб проводятся при достижении наработки, равной назначенному ресурсу, гибов - равной половине назначенного ресурса |
|||||||
3. При выявлении микроповрежденности 3 балла и более остаточная деформация измеряется каждые 25 тысяч часов |
|||||||
12Х1МФ, 15Х1М1Ф |
500 °C и выше |
- |
- |
Для прямых труб каждые 100 тысяч часов, для гибов каждые 50 тысяч часов |
|||
10Х9МФБ и Х10CrMoVNb9-1 |
530 °C и выше |
||||||
Независимо от марки стали |
450 °C и выше |
- |
- |
ВИК (измерение овальности), УЗТ, УЗК, МПК(МПД) или ЦД, РОПС |
Гибы - 100% Если количество гибов в составе паропровода в пределах котла более 20 шт. - 50% гибов |
После выработки половины назначенного ресурса, далее каждые 50 тысяч часов |
|
Для перлитных сталей 500 °C и выше |
- |
- |
Мкп (МИ) гибов |
10%, но не менее двух гибов |
Остаточная деформация превысила половину допустимого значения. Для мартенситных сталей после наработки 100 тысяч часов, далее каждые 50 тысяч часов |
Выбор гибов для оценки микроповрежденности проводится по результатам поверочного прочностного расчета всех гибов |
|
Для мартенситных сталей 530 °C и выше |
|||||||
5. Коллекторы пароперегревателей |
Выше 450 °C |
500 |
500 |
ВИК |
Кромки внутренней поверхности радиальных отверстий в количестве не менее 3 шт. |
После 200 тысяч часов или при достижении назначенного ресурса. |
1. Контролируется один коллектор каждого вида поверхности нагрева |
2. При обнаружении трещин количество контролируемых коллекторов данной группы удваивается |
|||||||
3. Для экранных поверхностей контролируется по одному коллектору от каждого экрана |
|||||||
4. При каждом последующем контроле проверяется не проконтролированный ранее коллектор |
|||||||
6. Коллекторы |
450 °C и ниже |
После 200 тысяч часов, далее каждые 100 тысяч часов |
|||||
7. Выходной коллектор горячего промперегрева |
500 °C и выше |
- |
- |
ВИК, МПК (МПД) или ЦД, или ВТК |
Наружная поверхность коллекторов в центральной части зоны расположения штуцеров на участке протяженностью не менее 1000 мм |
Каждые 100 тысяч часов |
Контролируется один из коллекторов данного вида. При достижении назначенного ресурса - все коллекторы котла |
8. Корпус впрыскивающего пароохладителя, штатные впрыски паропроводов между поверхностями нагрева |
Независимо от параметров |
500 |
700 |
ВИК, УЗК |
Наружная поверхность в зоне расположения штуцера водоподающего устройства на длине 100 мм от стенки штуцера |
Каждые 25 тысяч часов |
Контролируют все камеры котла. Контроль методом УЗК выполняется для обнаружения дефектов на внутренней поверхности камеры |
Пусковые впрыски в паропроводах горячего промперегрева и главных паропроводах |
|||||||
450 °C и выше |
ВИК, МПК (МПД) или ЦД, УЗК, УЗТ |
Наружная поверхность на нижней образующей на длине 0,5 м от места впрыска и за защитной рубашкой на длине 50 - 100 мм |
Каждые 25 тысяч часов |
||||
9. Гибы необогреваемых труб в пределах котла с наружным диаметром 57 мм и более |
Для перлитных сталей 450 °C и выше |
600 |
700 |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
20% гибов труб каждого типоразмера из перлитных сталей; 50% гибов труб из мартенситных сталей |
После выработки половины назначенного ресурса, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
1. При обнаружении дефектных гибов объем контроля гибов данного назначения увеличивается в два раза. При повторном обнаружении дефектов объем контроля увеличивается до 100% |
Для мартенситных сталей 500 °C и выше |
|||||||
Гибы наружным диаметром менее 76 мм контролировать вырезкой и ВИК наружной и внутренней поверхности |
Гибы наружным диаметром менее 76 мм - не менее 3 шт. на котел |
2. В контрольную группу включаются гибы: последний перед пароохладителем и первый за ним |
|||||
3. Гибы труб диаметром менее 100 мм контролируются каждые 100 тысяч ч |
|||||||
4. УЗК и МПК (МПД) проводятся по всей гнутой части на 2/3 окружности, включая растянутую и нейтральные зоны |
|||||||
5. Гибы, изготовленные из труб электрошлаковой выплавки, контролируют с той же периодичностью в удвоенном объеме |
|||||||
Ниже 450 °C, 24,0 МПа и выше |
200 (400) |
- |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
25% гибов труб каждого типоразмера с D/S > 9,0; 10% - с D/S При наработке более 300 тысяч часов объем контроля увеличивается в 1,5 раза |
После наработки 50 тысяч часов, но не позже, чем через 200 пусков для D/S > 9,0, и после наработки 100 тысяч часов, но не позже, чем через 400 пусков для D/S |
1. Выбор гибов для контроля проводится из условия, чтобы количество дренируемых и не дренируемых труб находилось в пропорции 1:2 |
|
2. При обнаружении недопустимых дефектов, подтвержденных ВИК вырезки гиба, объем контроля гибов труб данного назначения (перепуска) увеличивается в два раза. |
|||||||
Последующий контроль через 50 тысяч часов, но не реже чем через 150 пусков для гибов труб с D/S > 9,0 и через 200 пусков для гибов труб с D/S |
|||||||
При повторном обнаружении дефектов объем контроля гибов труб данного назначения (перепуска) увеличивается до 100% |
|||||||
Необходимость увеличения объема контроля остальных гибов определяется техническим руководителем электростанции |
|||||||
3. УЗК и МПК (МПД) проводятся по всей гнутой части на 2/3 окружности, включая растянутую и нейтральную зоны |
|||||||
4. При очередном контроле проверяются гибы, не проконтролированные ранее |
|||||||
5. Овальность гибов определяют один раз (при повторных контролях ее не измеряют) |
|||||||
Гибы наружным диаметром менее 76 мм контролируются вырезкой и ВИК внутренней (и наружной) поверхности |
Гибы наружным диаметром менее 76 мм - не менее 3 шт. на котел |
Гибы наружным диаметром менее 76 мм - после 150 тысяч часов, далее каждые 50 тысяч часов |
При обнаружении недопустимых дефектов в гибах наружным диаметром менее 76 мм объем контроля увеличивается в два раза, при повторном обнаружении дефектов подлежат замене 100% гибов труб данного назначения и диаметра |
||||
Ниже 450 °C, 10,0 - 14,0 МПа |
- |
200 |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
Гибы с D/S > 13,3 для котлов 10 МПа и D/S > 10,9 для котлов 14 МПа - 25% |
После наработки 100 тысяч часов, но не позже чем через 200 пусков; |
1. При последующем контроле проверяются гибы, не проконтролированные ранее |
|
Далее каждые 50 тысяч часов, но не реже чем через 100 пусков |
2. Овальность конкретных гибов при повторном контроле не измеряется |
||||||
3. При обнаружении недопустимых дефектов бракованные гибы подлежат замене: при этом объем контроля на данном перепуске удваивается. Если при расширенном контроле повторно обнаружены дефекты, подтвержденные ВИК вырезанных гибов, контролю подлежат 100% гибов на всех перепусках котла |
|||||||
4. Если на котле имеются одновременно перепуски сгибами "тонкостенной" (D/S > 13,3 на котлах 10 МПа D/S > 10,9 на котлах 14 МПа) и "толстостенной" (D/S |
|||||||
400 |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
Гибы с D/S |
После наработки 150 тысяч часов, но не позже, чем через 400 пусков; |
||||
5. Гибы с безрасходным (в определенные периоды) режимом эксплуатации (линии рециркуляции, аварийного слива) контролировать в удвоенном объеме |
|||||||
Гибы наружным диаметром менее 76 мм контролируются вырезкой и ВИК внутренней (и наружной) поверхности |
Гибы наружным диаметром менее 76 мм - не менее 3 шт. на котел |
далее каждые 50 тысяч часов, но не реже чем через 200 пусков. |
|||||
6. Гибы необогреваемых участков обогреваемых труб подлежат контролю в объеме - не менее 2 шт. на котел |
|||||||
7. Если по результатам контроля гибов "тонкостенной" категории (D/S > 13,3 на котлах 10 МПа и D/S > 10,9 на котлах 14 МПа) были проведены замены отдельных гибов по причине обнаружения эксплуатационных дефектов металла, то периодичность контроля на всех перепусках, содержащих "тонкостенные" гибы, должна быть - каждый капитальный ремонт. Данное требование необязательно, если причины повреждения гибов установлены специализированной научно-исследовательской организацией и по ее рекомендациям устранены |
|||||||
8. При наработке более 350 тысяч часов или более 1200 пусков объем контроля удваивается |
|||||||
Ниже 450 °C, ниже 10,0 МПа |
400 |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
10% гибов труб каждого типоразмера и назначения, но не менее трех |
После наработки 150 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
1. При каждом последующем контроле проверяются гибы, не проконтролированные ранее. Овальность гибов измеряется один раз. |
||
2. При обнаружении дефектных гибов труб данного типоразмера объем контроля увеличивается вдвое, при повторном обнаружении - до 100% |
|||||||
3. УЗК и МПК(МПД) проводятся по всей гнутой части на 2/3 окружности, включая растянутую и нейтральную зоны |
|||||||
Барабаны сварные и цельнокованые |
|||||||
10. Обечайки |
ВИК |
Внутренняя поверхность в доступных местах |
После наработки 25 тысяч часов, далее каждые 50 тысяч часов |
1. При выявлении подозрительных мест привлекаются средства инструментального контроля |
|||
11. Основные продольные и поперечные сварные швы с околошовной зоной |
- |
ВИК |
По всей длине сварных швов на внутренней поверхности в доступных местах |
После наработки 25 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
1. В следующий контроль проверяются участки швов, не проверенные ранее, в том числе в недоступных местах 2. При выявлении дефектов контроль увеличивается до 100% 3. УЗК допускается проводить по наружной стороне |
||
МПК (МПД) или ЦД, УЗК |
10% длины каждого шва с прилегающими зонами по 40 мм |
||||||
12. Ремонтные заварки в основных сварных швах и основном металле, выполненные без отпуска |
- |
- |
ВИК, МПК (МПД) или ЦД, УЗК |
Наплавленный металл и прилегающие зоны по 40 мм - 100% |
Через 25 тысяч часов и 50 тысяч часов после ремонта, далее каждые 50 тысяч часов |
Аустенитные заварки контролировать ЦД или травлением каждые 25 тысяч часов |
|
13. Ремонтные заварки на поверхности трубных отверстий и на расстоянии от них менее диаметра, выполненные без отпуска |
- |
- |
ВИК, МПК (МПД) или ЦД |
Наплавленный металл и прилегающие зоны по 40 мм - 100% |
Через 25 тысяч часов и 50 тысяч часов после ремонта, далее каждые 50 тысяч часов |
Аустенитные заварки контролировать ЦД или травлением каждые 25 тысяч часов |
|
14. Швы приварки внутрибарабанных устройств |
- |
- |
ВИК |
По всей протяженности швов в доступных местах |
Через 25 тысяч часов, далее каждые 100 тысяч часов |
1. Для барабанов из стали 16ГНМ и 15NiCuMoNb5 через 25 тысяч часов, далее через каждые 50 тысяч часов |
|
МПК (МПД) или ЦД |
10% протяженности швов |
2. Для следующего контроля выбирать швы, не контролировавшиеся ранее |
|||||
15. Днища |
- |
- |
ВИК, МПК (МПД) или ЦД |
Внутренняя поверхность - 20%; швы приварки крепления лазового затвора - 100% |
После наработки 100 тысяч часов, далее каждые 50 тысяч часов |
Каждый последующий контроль проводится на участках, не проконтролированных ранее |
|
16. Лазовые отверстия |
- |
400 |
ВИК, МПК (МПД) или ЦД, УЗК |
Поверхность лаза по всей площади и уплотнительная поверхность затвора - 100% |
После наработки 100 тысяч часов, далее через 50 тысяч часов, но не реже чем через 200 пусков |
Методом УЗК контролируется зона поверхности лаза на выявление расслоя металла |
|
17. Отверстия в пределах водяного объема |
- |
400 |
ВИК |
Поверхность отверстий и штуцеров с примыкающими к ним участками поверхности барабана шириной 30 - 40 мм от кромки отверстия - в объеме 100% |
После наработки 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
1. Контроль поверхности с защитными рубашками или присоединенных методом вальцовки проводится на участках внутренней поверхности шириной 30 - 40 мм, прилегающих к отверстию, без удаления вальцовки или защитной рубашки |
|
2. Выбор отверстий для контроля МПК (МПД), ЦД проводится по результатам ВИК. В контрольную группу должны включаться все отверстия труб для ввода фосфатов, рециркуляции, контроля и регулировки уровня |
|||||||
3. При обнаружении дефектов объем контроля методом МПК (МПД), ЦД увеличивается до 100%. |
|||||||
МПК (МПД) или ЦД |
То же в объеме 50% |
4. Контроль ВИК, МПК (МПД) или ЦД в барабанах из стали 16ГНМ и 15NiCuMoNb5 проводится не реже чем через 100 пусков |
|||||
18. Отверстия труб парового объема |
- |
400 |
ВИК, МПК (МПД) или ЦД |
Поверхность отверстий и штуцеров с примыкающим к ним участком внутренней поверхности барабана шириной 30 - 40 мм от кромки отверстий - в объеме 15% каждой группы одноименного назначения, но не менее 3 |
После наработки 150 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
1. Каждый последующий контроль проводить на отверстиях, не прошедших контроль ранее |
|
2. При выявлении дефектов объем контроля увеличивается в два раза, при повторном выявлении дефектов объем контроля увеличивается до 100% |
|||||||
3. ВИК проводят в объеме 100% в доступных местах |
|||||||
19. Угловые сварные соединения приварки штуцеров труб водяного и парового объемов |
- |
- |
ВИК |
С наружной поверхности барабана металл сварного шва с околошовной зоной не менее 30 мм на сторону - 100% в доступных местах |
После наработки 100 тысяч часов, далее каждые 50 тысяч часов |
||
МПК (МПД) или ЦД |
С наружной поверхности барабана металл сварного шва с околошовной зоной не менее 30 мм на сторону: |
1. Контроль проводится на швах, худших по результатам ВИК, в каждый последующий контроль проверяются швы, не проконтролированные ранее |
|||||
1) 15% швов каждой группы труб одноименного назначения, но не менее 2 шт. в каждой группе. |
|||||||
2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
|||||||
2) Ремонтные заварки: наплавленный металл с околошовной зоной не менее 30 мм на сторону - 100% |
|||||||
Литые детали DN 100 и более. Крепеж |
|||||||
20. Корпусы арматуры и другие литые детали |
450 °C и выше |
600 |
900 |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных и внутренних поверхностей - 100% деталей |
Каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. При наличии на детали ремонтной заварки - в каждый капитальный ремонт |
2. Корпусы арматуры с DN |
|||||||
ТВ |
50% деталей |
После выработки назначенного ресурса |
|||||
Ниже 450 °C |
- |
- |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных и внутренних поверхностей - 10% общего количества деталей каждого назначения |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. При обнаружении недопустимых дефектов объем контроля деталей данного назначения увеличивается до 100%. |
|
2. При последующем контроле проверяются детали, не контролировавшиеся ранее |
|||||||
3. Внутренние поверхности корпусов арматуры с DN > 250 контролируют методом ВИК, методом МПК - факультативно. |
|||||||
21. Шпильки М42 и большего размера для арматуры и фланцевых соединений паропроводов |
Независимо от параметров |
600 |
600 |
ВИК, МПК (МПД) или ЦД, или ВТК, УЗК |
Резьбовая поверхность - в доступных местах |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. Контроль методами МПК (МПД) или ЦД или ВТК проводится факультативно по решению технического руководителя ТЭС |
450 °C и выше |
ТВ |
Торцевая поверхность со стороны гайки - 50% |
По достижении назначенного ресурса |
2. Допускается контроль методом УЗК проводить без выворачивания шпилек из корпуса по специальной методике |
|||
В позициях таблицы, где периодичность контроля указана 25 тысяч часов, допускается расширить ее до периодичности капремонта, но не более, чем до 35 тысяч часов.
Трубопроводы: паропроводы станционные и в пределах турбин,
питательные трубопроводы с наружным диаметром 76 мм и более
126. Регламент контроля основных элементов станционных трубопроводов и пароперепускных трубопроводов турбин приведен в таблице VII.2.
Таблица VII.2
Объект контроля |
Расчетные параметры среды |
Количество пусков до начала контроля |
Метод контроля |
Объем контроля |
Периодичность проведения контроля |
Примечания |
|
Энергоблоки мощностью 300 МВт и выше |
Энергоустановки мощностью менее 300 МВт |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1. Трубы паропроводов: |
|||||||
из сталей: 12МХ, 15ХМ, 10CrMo910 |
450 °C и выше |
- |
- |
ВИК (измерение остаточной деформации), РОПС паропровода |
Прямые трубы и гибы - 100% |
Каждые 100 тысяч часов |
1. При достижении значения остаточной деформации, равного половине допустимого, измерение остаточной деформации проводится каждые 50 тысяч часов для прямых труб и 25 тысяч часов - для гибов |
2. При значении назначенного ресурса 100 тысяч часов и менее измерение остаточной деформации проводится при достижении 50% назначенного ресурса |
|||||||
3. При выявлении микроповрежденности 3 балла и более остаточная деформация измеряется каждые 25 тысяч часов |
|||||||
4. При выявлении в процессе РОПС отклонений проводится ПРПС |
|||||||
из сталей: 12Х1МФ, 15Х1М1Ф |
500 °C и выше |
- |
- |
Для гибов - каждые 50 тысяч часов, для прямых труб - 100 тысяч часов |
На паропроводах из центробежнолитых (ЦБЛ) труб контроль остаточной деформации на прямых трубах проводится каждые 50 тысяч часов; после достижения остаточной деформации в половину от допускаемого значения - каждые 25 тысяч часов |
||
из сталей 10Х9МФБ, X10CrMo VNb9-1 |
530 °C и выше |
||||||
2. Гибы и штампованные колена паропроводов из сталей перлитного класса |
Выше 500 °C |
- |
- |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
20% |
Каждые 100 тысяч часов |
1. УЗК и МПК (МПД) проводятся по всей длине гнутой части на 2/3 окружности трубы, включая растянутую и нейтральную зоны. Штампованные колена контролируют по всему периметру трубы |
100% |
По достижении назначенного ресурса |
||||||
2. При значении назначенного ресурса 100 тысяч часов и менее контроль гибов проводится при достижении наработки, равной половине назначенного ресурса в объеме 50% |
|||||||
450 - 500 °C |
- |
- |
5% |
После 100 и 200 тысяч часов |
|||
100% |
После 300 тысяч часов, далее через каждые 100 тысяч часов |
3. Гибы, изготовленные из труб электрошлаковой выплавки, контролируют с той же периодичностью в удвоенном объеме |
|||||
4. При выявлении овальности менее 2% или уменьшении ее вдвое, а также при достижении остаточной деформации половины от ее допустимого значения проводится оценка микроповрежденности металла гиба |
|||||||
3. Гибы и штампованные колена паропроводов из сталей мартенситного класса (10Х9МФБ, Х10CrMoVNb9-1) |
Выше 530 °C |
- |
- |
ВИК (измерение овальности), МПК (МПД) или ЦД, УЗК, УЗТ |
30% |
После 100 тысяч часов, далее через 50 тысяч часов |
1. Для паропроводов с назначенным ресурсом менее 200 тысяч часов контроль проводится после отработки половины назначенного ресурса, далее не реже, чем через 50 тысяч часов |
МИ - Оценка микроповрежденности (Мкп) |
Не менее двух по каждому типоразмеру, но не менее трех на паропровод. |
После 100 тысяч часов, далее через 50 тысяч часов |
|||||
2. Исследованию микроповрежденности подлежат гибы с максимальной остаточной деформацией ползучести |
|||||||
530 °C и ниже |
- |
- |
ВИК, МПК (МПД) или ЦД, УЗК, УЗТ |
10% |
Каждые 100 тысяч часов |
В каждый последующий контроль проверяются гибы, не проконтролированные ранее |
|
4. Штампосварные колена |
Независимо от параметров |
450 |
450 |
ВИК, МПК (МИД) или ЦД, УЗК |
25% общего количества |
Каждые 50 тысяч часов, но не реже чем через 150 пусков |
1. В штампосварных коленах контролируется 100% продольных сварных швов. |
2. При обнаружении недопустимых дефектов контроль увеличивается до 100% |
|||||||
3. В каждый последующий контроль должны проверяться колена, не проконтролированные ранее |
|||||||
5. Крутоизогнутые отводы (R/D < 2,5) |
- |
- |
- |
ВИК, МПК (МПД) или ЦД, УЗК, УЗТ |
50% общего количества |
Каждые 50 тысяч часов |
Для гибов из перлитной стали с рабочей температурой менее 500 °C первичный контроль допускается проводить после 100 тысяч часов |
6. Участки паропроводов в местах приварки штуцеров с DN50 и более, дренажных линий, врезок БРОУ и РОУ |
450 °C и выше |
- |
- |
ВИК, УЗК |
100% в зоне возможного износа, на расстоянии не менее двух диаметров трубы от места врезки |
Каждые 50 тысяч часов |
Контроль УЗК выполняется для обнаружения дефектов на внутренней поверхности |
7. Питательные трубопроводы от напорного патрубка питательного насоса до котла |
Независимо от параметров |
250 |
500 |
Измерение толщины стенки (УЗТ) |
Трубы и фасонные детали после выходных патрубков регулирующей арматуры на длине 10 D трубы по ходу движения среды от регулирующего, дросселирующего органа, зоны установки дроссельных шайбовых наборов, щелевых дросселей, тупиковые участки в зонах возможного коррозионного износа, включая заглушки (донышки) |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 150 пусков |
После наработки 100 тысяч часов выполнить РОПС трубопровода |
ВИК (овальность), УЗТ, УЗК |
Гибы - 50% Штампованные колена - 30% Штампосварные колена - 50% |
1. Обязательному контролю подлежат крутоизогнутые гибы, гибы байпасов РПК и отводов ПВД. Допускается не контролировать гибы соединительной питательной магистрали электростанций с поперечными связями при отсутствии дефектов на других проконтролированных элементах. При обнаружении дефектов должно быть проконтролировано не менее 10% гибов каждого коллектора питательной воды |
|||||
2. При обнаружении недопустимых дефектов хотя бы в одном из гибов и подтверждении их наличия ВИК вырезки из гиба, объем контроля увеличивается до 100% |
|||||||
3. При обнаружении недопустимых дефектов более, чем в 30% гибов, проводится ВИК внутренней поверхности литых колен в количестве не менее двух |
|||||||
4. Измерение овальности гибов проводится один раз за все время эксплуатации; на штампованных и штампосварных коленах овальность не измеряется |
|||||||
5. В штампосварных коленах УЗК выполняют для продольных сварных швов по всей их протяженности |
|||||||
8. Корпусы арматуры и другие литые детали DN |
450 °C и выше |
600 |
900 |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных и внутренних поверхностей - 100% деталей |
Каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. При наличии на детали ремонтной заварки - в каждый капитальный ремонт |
2. Корпусы арматуры |
|||||||
с DN |
|||||||
DN > 250 контролируются методом МПК (МПД) и ВИК снаружи 100%, изнутри - в доступных местах |
|||||||
Ниже 450 °C |
- |
- |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных и внутренних поверхностей - 20% общего количества деталей каждого назначения, но не менее одной |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. При обнаружении недопустимых дефектов объем контроля деталей данного назначения увеличивается до 100% |
|
2. При последующем контроле проверяются детали, не контролировавшиеся ранее |
|||||||
3. Корпусы арматуры с |
|||||||
DN |
|||||||
DN > 250 контролируются методом МПК и ВИК снаружи 100%, изнутри - в доступных местах |
|||||||
9. Шпильки М42 и большего размера для арматуры и фланцевых соединений паропроводов |
Независимо от параметров |
600 |
600 |
ВИК, МПК (МПД) или ЦД или ВТК, УЗК |
Резьбовая поверхность - в доступных местах |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 300 пусков |
1. Решение о контроле шпилек М36 и менее принимает технический руководитель ТЭС |
2. Контроль методами МПК (МПД) или ЦД, или ТВК проводится факультативно по решению технического руководителя ТЭС |
|||||||
3. Допускается контроль методом УЗК проводить без выворачивания шпилек из корпуса по специальной методике |
|||||||
В позициях таблицы VII.2, где указана периодичность контроля 25 тысяч часов, допускается расширить ее до периодичности капремонта, но не более, чем до 35 тысяч часов.
Сварные соединения трубопроводов с наружным диаметром
100 мм и более и коллекторов
127. Регламент контроля сварных соединений трубопроводов и коллекторов приведен в таблице VII.3.
Таблица VII.3
Объект контроля |
Расчетные параметры среды |
Количество пусков до начала контроля |
Тип сварного соединения |
Метод контроля |
Объем контроля |
Периодичность проведения контроля |
Примечание |
|
Энергоблоки мощностью 300 МВт и выше |
Энергоустановки мощностью менее 300 МВт |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1. Питательный трубопровод от напорного патрубка питательного насоса до котла |
Независимо от параметров |
- |
- |
Тип 1 |
ВИК, УЗК |
5% |
После 150 тысяч часов, далее каждые 100 тысяч часов |
1. При обнаружении в контролируемой группе недопустимых дефектов хотя бы в одном сварном соединении (трубных элементов данного назначения) объем контроля увеличивается вдвое. При повторном обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
600 |
900 |
Тип 2 |
ВИК (измерение катета угловых швов), МПК (МПД) или ЦД, УЗК |
25% |
Каждые 100 тысяч часов, но не реже чем через 400 пусков |
2. При каждом следующем контроле обследованию подлежит новая группа сварных соединений |
||
3. В контрольную группу следует включать сварные соединения, ближайшие к расходомерным шайбам на горизонтальных участках |
||||||||
2. Коллекторы и трубопроводы в пределах котла и турбины, станционные трубопроводы и паропроводы |
От 250 до 450 °C |
- |
- |
Тип 1 |
ВИК, УЗК |
5% |
Каждые 150 тысяч часов |
|
900 |
1200 |
Тип 2 |
ВИК, МПК (МПД) или ЦД, УЗК |
25% |
После 150 тысяч часов, далее через каждые 100 тысяч часов, но не реже чем через 600 пусков |
|||
3. Коллекторы и трубопроводы в пределах котла и турбины, станционные трубопроводы и паропроводы из сталей перлитного класса |
От 450 до 510 °C |
450 |
600 |
Тип 1 |
ВИК, УЗК |
10% |
После 100, 200 тысяч часов, далее каждые 50 тысяч часов |
1. При каждом следующем контроле проверке подлежит новая группа сварных соединений |
Тип 2 |
ВИК, МПК (МПД) или ЦД, УЗК |
50% |
После 100, 200 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 300 пусков |
2. В контрольную группу следует включать сварные соединения после впрыскивающих пароохладителей до первого гиба, а также ближайшие к расходомерным шайбам на горизонтальных участках |
||||
510 °C и выше |
450 |
600 |
Тип 1 |
ВИК, МПК (МПД) или ЦД, УЗК |
20% |
После 100 тысяч часов, далее каждые 50 тысяч часов |
||
Тип 2 |
ВИК, МПК (МПД) или ЦД, УЗК |
100% |
После 100 тысяч часов, далее каждые 50 тысяч часов, но не реже чем через 200 пусков |
|||||
Тип 1. Сварные соединения центробежнолитых труб |
ВИК, МПК (МПД) или ЦД, УЗК |
100% |
После 100 тысяч часов, далее каждые 50 тысяч часов. (По исчерпании назначенного ресурса) |
|||||
Тип 2. Труб из стали 15Х1М1Ф с литыми деталями из стали 15Х1М1ФЛ |
ТВ металла шва и основного металла |
100% |
Каждые 100 тысяч часов |
1. При отношении твердости металла шва к твердости основного металла < 1 сварные соединения подлежат переварке или порядок контроля назначается специализированной научно-исследовательской организацией |
||||
4. Коллекторы и трубопроводы в пределах котла и турбины, станционные паропроводы из сталей мартенситного класса |
510 °C и выше |
400 |
500 |
Тип 1 |
ВИК, МПК (МПД), или ЦД, УЗК, ТВ |
25% |
После 100 тысяч ч, далее каждые 50 тысяч часов |
В контрольную группу следует включать сварные соединения после впрыскивающих пароохладителей до первого гиба |
Мкп (МИ) |
Не менее 3-х за каждый перепуск или паропровод и 1 - на каждую группу (вид) коллекторов с расчетной температурой выше 530 °C |
Выбор соединений для контроля микроповрежденности осуществляется с учетом результатов неразрушающего контроля |
||||||
Вырезка сварного соединения (ИВ) |
Одна вырезка на котел и на паропровод |
После достижения назначенного ресурса |
1. Вырезке подлежит сварное соединение, в наибольшей степени подверженное тепловой или силовой нагрузке. |
|||||
Следует согласовать место вырезки с организацией, которая будет проводить исследование металла |
||||||||
2. По результатам исследования устанавливается срок последующей вырезки соединения для проведения исследований |
||||||||
Тип 2 |
ВИК, МПК (МПД) или ЦД, УЗК, ТВ, |
100% |
Каждые 50 тысяч часов. |
1. Сварные соединения приварки штуцеров (в коллекторы и паропроводы) диаметром менее 100 мм (32 мм и более) контролируют методом ВИК в объеме 100% в доступных местах. |
||||
Мкп (МИ) |
20% |
|||||||
При необходимости и технической возможности применяют методы МПК (МПД) или ЦД |
||||||||
2. В контролируемые сварные соединения коллекторов следует включать соединения штуцерные и приварки донышек. |
||||||||
3. Соединения для контроля микроповрежденности выбирают с учетом результатов неразрушающего контроля, работающие при температуре выше 530 °C |
||||||||
5. Коллекторы и трубопроводы в пределах котла и турбины, станционные паропроводы. Разнородные сварные соединения элементов из сталей перлитного и мартенситного классов. |
510 °C и выше |
400 |
500 |
Тип 1 и Тип 2 |
ВИК, МПК (МПД) или ЦД, УЗК, ТВ |
100% |
Каждые 50 тысяч часов |
1. Твердость измеряют с обеих сторон соединения, включая основной металл каждой марки стали |
Мкп (МИ) |
50% |
2. Сварные соединения для контроля микроповрежденности выбирают с учетом результатов неразрушающего контроля, работающие при температуре выше 530 °C |
||||||
3. Рекомендуется согласовывать место вырезки со специализированной научно-исследовательской организацией |
||||||||
Вырезка сварного соединения (ИВ) |
Одна вырезка на котел или на паропровод (Тип 1) |
После наработки 100 тысяч часов |
||||||
4. При отсутствии технической возможности вырезки из разнородного сварного соединения объем контроля на микроповрежденность увеличивается до 100% |
||||||||
6. Трубопроводы из стали 20 (или 15М, 16М) |
390 °C и выше |
Тип 1 |
Оценка состояния металла по вырезке для выявления графита (ИВ) |
Одно сварное соединение |
После 150 тысяч часов, далее каждые 100 тысяч часов |
1. При 50%-ном контроле микроструктуры сварных соединений неразрушающими методами вырезку можно не проводить |
||
2. При выявлении свободного графита 1-го балла контроль проводится каждые 50 тысяч ч |
||||||||
3. Оценку состояния металла на вырезке допускается заменять на анализ состояния металла на сколах или спилах при условии, что объем исследований будет не ниже 5 сварных соединений с паропровода. |
||||||||
7. Коллекторы из стали 20 (или 15М, 16М) |
Анализ на содержание графита по сколу или реплике (МИ) |
Одно соединение на одном из коллекторов каждого вида |
После 200 тысяч часов, далее каждые 100 тысяч часов |
|||||
128. Срок проведения контроля определяется достижением указанных в таблицах VII.1 - VII.3 наработки или количества пусков. При этом оба параметра (наработка и пуски) действуют независимо и срок контроля устанавливается по достижении более раннего из этих двух событий.
В случае обнаружения недопустимых дефектов в металле или сварных соединениях элементов оборудования при эксплуатационном контроле решение о необходимости и объеме дополнительного контроля принимает организация, выполняющая контроль; при необходимости привлекается специализированная научно-исследовательская или экспертная организация.
Допускается заменять контроль сварных соединений методом УЗК на радиографический контроль в том же объеме.
Допускается в дополнение к методам поверхностного контроля металла МПК (МПД) или ЦД применять травление.
По мере накопления опытных данных по длительной прочности металла и эксплуатационной надежности элементов из хромистых сталей мартенситного класса регламент контроля для них может быть уточнен.
VII. КОНТРОЛЬ МЕТАЛЛА ПОСЛЕ ОТРАБОТКИ НАЗНАЧЕННОГО РЕСУРСА
(СРОКА СЛУЖБЫ)
129. При достижении оборудованием или группой элементов оборудования назначенного ресурса (срока службы) контроль металла в рамках технического диагностирования, выполняемого с целью продления ресурса (срока службы), проводится с привлечением специализированной экспертной организации, имеющей лицензию на право экспертизы промышленной безопасности оборудования, с установлением при положительных результатах технического диагностирования соответственно дополнительно назначенного ресурса (время эксплуатации в часах или количестве циклов нагружения) в заключении экспертизы промышленной безопасности, проведенной после окончания исчерпания назначенного ресурса), а также дополнительно назначенного срока безопасной эксплуатации (службы) (время эксплуатации в календарных годах) в заключении экспертизы промышленной безопасности, проведенной после истечения назначенного срока службы.
Объем (программа) технического диагностирования при повторных (вторичном) продлениях ресурса может отличаться от типовой программы технического диагностирования при первичном продлении.
Решения, связанные с контролем металла оборудования при техническом диагностировании, включая отклонения от типовой программы или ее корректировку по причине обнаружения (ранее или при текущем контроле) недопустимых дефектов, принимает привлеченная экспертная организация.
Типовые программы контроля металла элементов оборудования при продлении ресурса приведены ниже.
Котлы
130. Элементами котла, для которых устанавливается назначенный ресурс, являются:
перепускные трубопроводы с температурой эксплуатации 450 °C и выше;
коллекторы пароперегревателей с температурой эксплуатации 450 °C и выше;
литые детали с температурой эксплуатации 450 °C и выше;
крепежные детали М42 и более с температурой эксплуатации 450 °C и выше;
барабаны.
К ресурсным элементам относятся также поверхности нагрева (экранные и пароперегревательные), работающие при температуре 450 °C и выше. Для них ресурс устанавливается индивидуально по результатам проведенного обследования (ТД) и оценки фактического состояния металла, то есть по конкретному котлу с учетом его особенностей, условий эксплуатации и динамики повреждаемости.
131. Ресурс труб поверхностей нагрева устанавливается по результатам первичного диагностирования после наработки 50 тысяч часов, включающего исследования состояния металла, и при последующих диагностированиях ресурс может уточняться.
Техническое диагностирование экранов и пароперегревателей (прямых участков и гибов труб) котлов включает следующие операции:
а) Наружный осмотр труб в котле - выполняется в полном объеме во всех доступных местах.
б) Магнитный контроль для выявления тепловой неравномерности труб экранов и змеевиков пароперегревателей (МКТН) из сталей перлитного класса и магнитная ферритометрия (МФ) пароперегревателей из аустенитных сталей - выполняется факультативно в полном объеме в доступных местах.
в) Ультразвуковую толщинометрию (УЗТ) - не менее 30 труб на конкретную поверхность нагрева. Выбор труб для проведения УЗТ осуществляют с учетом результатов осмотра и магнитного контроля: с максимальным износом и (или) с максимальной температурой стенки.
г) Вырезку образцов для исследований.
Места вырезок образцов выбирают на основании результатов наружного осмотра, магнитного контроля и измерений толщины стенки труб. Вырезку следует выполнять из труб, имеющих наибольшую наработку, максимальные и минимальные значения магнитного параметра или содержания ферритной фазы и находящихся в зонах с различным тепловосприятием, а также имеющих наименьшие значения толщины стенки. Из каждой зоны вырезают до двух образцов длиной не менее 150 мм. Если планируется проведение механических или жаропрочных испытаний металла на вырезке, то длина вырезаемых образцов (отрезков) труб должна составлять не менее 350 мм. На одну поверхность нагрева вырезают от 5 до 10 образцов.
д) Исследования металла вырезок:
визуальный контроль и измерение наружного и внутреннего диаметра труб и толщины их стенки с фронтовой и тыловой сторон;
изучение строения оксидной пленки;
исследования состояния микроструктуры и поврежденности металла;
определение эквивалентной температуры эксплуатации по фактическому состоянию металла и оксидной пленки;
определение жаропрочных свойств (длительной прочности) металла - при необходимости, определяемой организацией, производящей контроль.
132. Неразрушающий и разрушающий контроль металла пароперепускных трубопроводов котлов и турбин с температурой эксплуатации 450 °C и выше при продлении срока их службы сверх назначенного (или дополнительно назначенного) ресурса выполняется в соответствии с требованиями по ТД металла станционных паропроводов при продлении их ресурса - пункты 137 - 144 ФНП.
133. Методы и объемы контроля при техническом диагностировании коллекторов пароперегревательного тракта котла, работающих при температуре 450 °C и выше, приведены в таблицах VIII.1 - VIII.3.
а) Коллекторы пароперегревателей.
Таблица VIII.1
Расчетные параметры среды |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
Независимо от температуры |
ВИК |
Кромки внутренней поверхности радиальных отверстий в количестве не менее 3 штук |
Контролируется один коллектор от каждого вида, выработавший назначенный (дополнительно назначенный) ресурс |
до 510 °C |
ВИК, УЗК |
Основные стыковые сварные соединения (тип 1) - 20%, но не менее одного на группу коллекторов данного вида |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое; при повторном обнаружении недопустимых дефектов - объем контроля увеличивается до 100% |
выше 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Основные стыковые сварные соединения (тип 1) - 50% |
|
до 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Сварные соединения приварки донышек и штуцерные соединения пароперепускных труб с наружным диаметром |
При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
выше 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Сварные соединения приварки донышек и штуцерные соединения пароперепускных труб с наружным диаметром |
|
Мкп (МИ) |
Для элементов из перлитных сталей - 10% Для элементов из мартенситных сталей - 20% |
Не менее одного сварного соединения приварки донышек и не менее одного штуцерного сварного соединения на коллекторах из перлитных сталей и не менее двух штуцерных сварных соединений для мартенситных сталей с температурой эксплуатации выше 530 °C |
|
Независимо от температуры |
УЗТ, ТВ |
Три контрольных сечения по длине коллектора, в каждом сечении по 4 контрольных точки |
Контролируются два коллектора от каждого вида, выработавших назначенный (дополнительно назначенный) ресурс |
выше 510 °C |
ВИК |
Основной металл: Наружная поверхность в зоне межштуцерного пространства пароперегревательных труб 100% - в доступных местах |
Контролируются два коллектора от каждого вида, выработавших назначенный (дополнительно назначенный) ресурс. |
б) Выходные коллекторы горячего промперегрева.
Таблица VIII.2
Расчетные параметры среды |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
Независимо от температуры |
ВИК, МПК (МПД) или ЦД |
Наружная поверхность в центральной части по длине зоны межштуцерного пространства на участке протяженностью не менее 1000 мм |
Контролируются все коллекторы данного вида |
выше 510 °C |
Мкп (МИ) |
1 контрольный участок в доступном месте межштуцерного пространства |
Контролируются все коллекторы данного вида |
до 510 °C |
ВИК, УЗК |
Основные стыковые сварные соединения (тип 1) - 20%, но не менее двух на группу коллекторов |
|
выше 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Основные стыковые сварные соединения (тип 1) - 50% |
|
до 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Сварные соединения приварки донышек и штуцерные соединения с наружным диаметром |
Штуцерные соединения с наружным диаметром менее 100 мм, контролируют методом ВИК в объеме 100% в доступных местах. При подозрении на трещины и при наличии технической возможности используют в доступных местах метод МПК (МПД) или ЦД. |
выше 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Сварные соединения приварки донышек и штуцерные соединения с наружным диаметром |
|
Мкп (МИ) |
Для элементов из перлитных сталей - 10% Для элементов из мартенситных сталей - 20% |
Не менее одного сварного соединения приварки донышек и не менее одного штуцерного сварного соединения на коллектор для перлитных сталей и не менее двух штуцерных сварных соединений для мартенситных сталей |
|
Независимо от температуры |
УЗТ, ТВ |
Три контрольных сечения на длине коллектора, в каждом сечении по 4 контрольных точки |
Контролируются все коллекторы данного вида |
в) Впрыскивающие пароохладители: штатные между поверхностями нагрева и пусковые на остром паре и горячем промперегреве.
Таблица VIII.3
Расчетные параметры среды |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
450 °C и выше |
ВИК, УЗК |
Наружная поверхность в зоне расположения штуцера водоподающего устройства - контрольный участок шириной равной наружному диаметру корпуса и длиной 100 мм от стенки штуцера |
1. Контроль методом УЗК проводится для обнаружения дефектов на внутренней поверхности корпуса. |
2. Контролю подлежат все пароохладители данного вида |
|||
до 510 °C |
ВИК, УЗК |
Основные стыковые сварные соединения (тип 1) - 20% |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое; при повторном обнаружении недопустимых дефектов - объем контроля увеличивается до 100% |
выше 510 °C |
ВИК, УЗК, МПК (МПД) или ЦД |
Основные стыковые сварные соединения (тип 1) - 50% |
|
450 °C и выше |
УЗТ |
Три контрольных сечения на длине коллектора, в каждом сечении по 4 контрольные точки |
Контролю подлежат все камеры данного вида |
450 °C и выше |
ВИК, УЗК, МПК (МПД) или ЦД, УЗТ |
Камеры пусковых впрысков; наружная поверхность вдоль нижней образующей, шириной равной наружному диаметру корпуса на длине 500 мм от места впрыска и за защитной рубашкой на длине 100 мм |
1. Контролю подлежат все камеры данного вида. |
2. Контроль методом УЗК проводится для обнаружения дефектов на внутренней поверхности корпуса |
134. Методы и объемы контроля литых деталей DN100 и более пароперегревательного тракта котла, работающих при температуре 450 °C и выше, приведены в таблицах VIII.4, VIII.5.
а) Корпусы арматуры, тройники, переходы.
Таблица VIII.4
Наименование элемента |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
Корпусы арматуры, тройники, переходы |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных поверхностей - 100% деталей. Ремонтные заварки - 100% |
Корпусы арматуры с DN > 250 контролировать также со стороны внутренней поверхности - в доступных местах |
Металлографический анализ на отобранной пробе (МИ) |
Одна проба от одной детали с максимальной температурой > 510 °C |
Выполняется при необходимости по решению специализированной экспертной организации |
|
Корпусы арматуры |
УЗТ, ТВ |
100% деталей. Контроль проводят в четырех точках равномерно по окружности каждого патрубка и в четырех точках, равномерно распределенных по поверхности нижней части корпуса |
УЗТ арматуры является обязательной только на патрубках; нижней части корпуса - факультативно |
Тройники |
УЗТ, ТВ |
100% деталей. Контроль проводят в четырех точках равномерно по окружности штуцера, в четырех точках коллектора в окрестности линии сопряжения со штуцером по разные стороны от него в продольном и поперечном направлениях и в точке коллектора, расположенной против центральной оси штуцера |
|
Переходы |
УЗТ, ТВ |
100% деталей. Контроль проводят в двух сечениях вблизи переходных зон. В каждом сечении - четыре контрольные точки, равномерно распределенные по окружности |
б) Литые колена.
Таблица VIII.5
Расчетные параметры среды |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
до 510 °C |
ВИК, МПК (МПД) или ЦД |
По всей поверхности гнутой части, включая наружный, внутренний обводы и нейтральные зоны - 50% деталей |
|
Ремонтные заварки - 100% |
|||
УЗТ,ТВ |
50% деталей |
||
Контроль выполняют в трех сечениях: центральном и двух по разные стороны от него. В каждом контрольном сечении измерения проводят в четырех точках: по наружному, внутреннему обводам и в нейтральных зонах |
|||
выше 510 °C |
ВИК, МПК (МПД) или ЦД |
По всей поверхности гнутой части, включая наружный, внутренний обводы и нейтральные зоны - 100% деталей |
Ремонтные заварки не допускаются |
УЗТ, ТВ |
100% деталей Контроль выполняют в трех сечениях: центральном и двух по разные стороны от него. В каждом контрольном сечении измерения проводят в четырех точках: по наружному, внутреннему обводам и в нейтральных зонах |
||
Металлографический анализ на отобранной микропробе (МИ) |
Одна проба на паропровод с максимальной рабочей температурой |
Способы (технология) отбора пробы не должны приводить к недопустимому ослаблению стенки. Допускается отбирать пробу из внутреннего обвода колена |
135. Методы и объемы контроля крепежных деталей арматуры и других разъемных соединений, эксплуатирующихся при температуре 450 °C и выше, приведены в таблице VIII.6.
Таблица VIII.6
Наименование элемента |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
Шпильки М42 и большего размера для арматуры и фланцевых соединений |
ВИК, МПК (МПД) или ЦД, или ВТК, УЗК |
Резьбовая поверхность - в доступных местах |
1. Решение о контроле шпилек М36 и менее принимает технический руководитель ТЭС. |
2. Контроль методами МПК (МПД) или ЦД, или ВТК проводится факультативно по решению технического руководителя ТЭС |
|||
ТВ |
Торцевая поверхность со стороны гайки - 100% |
Критерии твердости в соответствии с требованиями к исходному состоянию |
|
Гайки М42 и большего размера |
ВИК |
Резьбовая и торцевая поверхности - 100% |
Критерии твердости в соответствии с требованиями к исходному состоянию |
ТВ |
Торцевая поверхность - 50% |
136. Контроль металла при техническом диагностировании (ТД) барабанов котлов после выработки назначенного ресурса должен выполняться по программе, приведенной в таблице VIII.7, либо по индивидуальной программе, составленной на ее основе. Индивидуальную программу контроля металла барабанов при проведении ТД разрабатывает или согласовывает специализированная экспертная организация.
Таблица VIII.7
Метод контроля |
Зона контроля |
Объем контроля |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
Обечайки |
1. ВИК |
1. Обмуровка и тепловая изоляция |
100% |
1. Проверяется целостность обмуровки и тепловой изоляции. |
2. Наружная поверхность обечаек в местах возможного попадания воды на изоляцию |
100% |
2. При наличии сырых пятен на обмуровке следует снять ее в этих местах для осмотра наружной поверхности обечаек |
||
(измерения) |
3. Внутренняя поверхность |
100% |
||
4. Овальность |
В одном сечении на каждой обечайке в горизонтальном и вертикальном направлениях с допустимыми отклонениями 30° |
Измерения овальности и прогиба проводятся факультативно; являются обязательными при выявлении подозрений на отклонения от проекта геометрических параметров корпуса по результатам осмотра |
||
5. Прогиб |
По всей длине цилиндрической части обечаек в сечениях, отстоящих друг от друга не более 1000 мм |
|||
2. МПК (МПД) или ЦД |
1. Зоны на внутренней поверхности обечаек в случае, если имеется подозрение на наличие трещин |
Объем контроля назначается по результатам ВИК |
||
2. Продольные и поперечные мостики на внутренней поверхности обечаек между отверстиями водяного объема |
По 30% продольных, косых и поперечных мостиков каждой группы отверстий одноименного назначения |
1. Контроль проводится на мостиках, худших по результатам ВИК. |
||
2. При обнаружении трещин объем контроля увеличивается до 100% |
||||
3. Продольные и поперечные мостики на внутренней поверхности обечаек между отверстиями парового объема |
По 20% продольных и поперечных мостиков каждой группы отверстий одноименного назначения |
1. Контроль проводится на мостиках, худших по результатам ВИК. |
||
2. При обнаружении трещин объем контроля увеличивается до 100% |
||||
4. Ремонтные заварки в корпусах обечаек: наплавленный металл с околошовной зоной шириной 20 - 30 мм |
100% |
Аустенитные заварки контролируются методом травления или цветной дефектоскопии (ЦД) |
||
5. Места приварки монтажных скоб |
100% |
При отсутствии возможности визуального выявления этих мест - контролировать полосу металла шириной 200 мм в каждую сторону от границы кольцевого шва в водяном объеме барабана |
||
3. УЗК |
Контроль металла на расслоение |
Во всех зонах зачистки под МПК (МПД) или ЦД |
При обнаружении расслоения металла выявить его границы и определить размеры |
|
4. УЗТ |
Контрольные точки в сечениях, отстоящих друг от друга не более 1000 мм на внутренней или наружной поверхности обечаек |
В трех точках в каждом сечении |
1. В каждом сечении точки замера располагать под углом 120°; одна из точек должна лежать на нижней образующей. |
|
2. В местах выборок и коррозионных дефектов проводится дополнительный контроль толщины стенки. |
||||
3. При обнаружении расслоения металла проводится контроль методом УЗК |
||||
5. ТВ |
1. В водяном объеме контрольные площадки на внутренней поверхности обечаек на мостиках между отверстиями водоопускных труб |
По одной - две площадки на 10% мостиков |
Контролируемые мостики должны быть равномерно разнесены по водяному объему обечаек |
|
2. В паровом объеме контрольные площадки на внутренней поверхности обечаек |
По три площадки на каждой обечайке |
Контрольные площадки должны быть равномерно разнесены по паровому объему |
||
6. ИВ |
Исследования металла вырезки (при необходимости) |
В случае необходимости вырезка производится на одной из обечаек |
Решение о необходимости вырезки и объеме исследования металла принимается в случае неудовлетворительных результатов неразрушающего контроля |
|
Днища |
1. ВИК |
1. Обмуровка и тепловая изоляция |
100% |
Проверяются целостность обмуровки и тепловой изоляции. При наличии сырых пятен на обмуровке следует снять ее в этих местах для осмотра наружной поверхности днищ |
2. Наружная поверхность днищ в местах возможного попадания воды на изоляцию |
100% |
|||
3. Внутренняя поверхность днищ с зоной перехода от цилиндрической части к купольной |
100% |
|||
2. МПК (МПД) или ЦД |
1. Зоны на наружной поверхности днищ, если имеется подозрение на наличие трещин |
Объем контроля назначается по результатам ВИК (при необходимости) |
||
2. Внутренняя поверхность днищ с зоной перехода от цилиндрической части к купольной |
25% |
Контроль проводится на участке внутренней поверхности, не проверенной ранее |
||
3. Зоны внутренней поверхности днищ, если имеется подозрение на наличие трещин |
Объем контроля назначается по результатам ВИК |
При выявлении дефектов по данным ВИК |
||
4. На наружной и внутренней поверхности днищ места приварки опор и места приварки монтажных скоб |
100% |
При невозможности выявления мест приварки монтажных скоб контролировать полосу металла шириной 200 мм от границы кольцевого шва в водяном объеме внутри барабана |
||
5. Ремонтные заварки в корпусах днищ - наплавленный металл с околошовной зоной шириной 20 - 30 мм |
100% |
Аустенитные заварки контролируются методом травления или цветной дефектоскопии (ЦД) |
||
3. УЗК |
Контроль металла на расслоение |
Во всех зонах зачистки под МПК (МПД) или ЦД |
При обнаружении расслоения металла выявить его границы и определить размеры |
|
4. УЗТ |
Контрольные площадки на наружной или внутренней поверхности в двух сечениях, расположенных под углом 90° |
На 4 - 5 площадках в каждом сечении |
1. В каждом сечении точки замера должны быть равномерно разнесены от цилиндрического борта до лазового отверстия. 2. При обнаружении расслоения металла проводится контроль методом УЗК |
|
5. ТВ |
Контрольные площадки внутренней поверхности в двух сечениях, расположенных под углом 90° |
На 4 - 5 площадках в каждом сечении |
В каждом сечении точки замера должны быть равномерно разнесены от цилиндрического борта до лазового отверстия |
|
Лазовые отверстия |
ВИК, МПК (МПД) или ЦД |
Поверхность лазов на расстоянии 100 мм от кромок и примыкающая уплотнительная поверхность затворов |
100% |
|
Основные продольные и поперечные сварные швы |
1. ВИК |
1. Металл сварного шва с околошовной зоной 60 - 80 мм на сторону с наружной поверхности барабана |
В местах снятия изоляции |
|
2. С внутренней поверхности барабана металл сварного шва с околошовной зоной 60 - 80 мм на сторону |
100% |
|||
3. Ремонтные заварки: наплавленный металл с околошовной зоной 30 мм на сторону |
100% |
|||
2. МПК (МПД) или ЦД |
1. Металл сварного шва с околошовной зоной 60 - 80 мм на сторону с внутренней поверхности барабана |
30% от общей длины каждого сварного шва, включая участки длиной не менее 100 мм в каждую сторону от точек пересечения продольного и поперечного швов |
1. Контроль проводится на участках сварных швов, худших по результатам ВИК, преимущество отдается участкам, не проверенным при предыдущих контролях. |
|
2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
||||
2. Ремонтные заварки: наплавленный металл с околошовной зоной шириной не менее 30 мм на сторону |
100% |
Аустенитные подварки контролировать методом ЦД или травлением |
||
3. УЗК |
Металл сварного шва с околошовной зоной 60 - 80 мм на сторону с наружной или внутренней поверхности барабана |
30% от общей длины каждого сварного шва, 100% мест пересечения продольного и поперечного швов на длине не менее 200 мм в каждую сторону от точки пересечения |
1. Контроль проводится на участках сварных швов, худших по результатам ВИК; преимущество отдается участкам, не проверенным при предыдущих контролях. |
|
2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
||||
Сварные швы приварки внутрибарабанных устройств |
1. ВИК |
Металл сварных швов с околошовной зоной 20 - 30 мм на сторону |
Во всех доступных местах |
|
2. МПК (МПД) или ЦД |
1. Металл сварных швов с околошовной зоной 20 - 30 мм на сторону |
30% от общей длины каждого сварного шва |
1. Контроль проводится на участках сварных швов, худших по результатам ВИК, преимущество отдается участкам, не проверенным при предыдущих контролях. 2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100%. 3. Для барабанов из стали 16ГНМ и стали 15NiCuMoNb5 - объем контроля 100% |
|
2. Ремонтные заварки: наплавленный металл с околошовной зоной шириной не менее 30 мм на сторону |
100% |
Аустенитные заварки контролировать методом ЦД или травлением |
||
Угловые сварные швы приварки штуцеров труб парового и водяного объемов |
1. ВИК |
С наружной поверхности сварного шва с околошовной зоной шириной не менее 30 мм на сторону |
100% |
|
2. МПК (МПД) или ЦД |
1. С наружной поверхности барабана металл сварного шва с околошовной зоной шириной не менее 30 мм на сторону |
30% сварных швов приварки штуцеров в каждой группе труб одноименного назначения, но не менее 2 штук в каждой группе |
1. Контроль проводится на сварных швах, худших по результатам ВИК, преимущество отдается швам, не проверенным ранее. Суммарно по итогам текущего обследования и эксплуатационных проверок за весь предшествующий период объем контроля должен составить не менее 100%. 2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
|
2. Ремонтные заварки: наплавленный металл с околошовной зоной шириной не менее 30 мм на сторону |
100% |
Аустенитные заварки контролировать методом ЦД или травлением |
||
Отверстия и штуцера труб водяного объема |
1. ВИК |
Внутренняя поверхность отверстий и штуцеров с примыкающими к отверстиям участками внутренней поверхности барабана шириной 30 - 40 мм от кромки отверстия |
100% |
|
2. МПК (МПД) или ЦД |
1. Внутренняя поверхность отверстий и штуцеров с примыкающими к отверстиям участками внутренней поверхности барабана шириной 30 - 40 мм от кромки отверстия |
50% отверстий труб каждого назначения. Для барабанов из стали 15NiCuMoNb5 - 100% |
1. Преимущественно контролируют отверстия, не проверенные ранее. |
|
2. Контроль отверстий с защитными рубашками или присоединенных методом вальцовки проводится на участках внутренней поверхности, примыкающих к отверстию шириной 30 - 40 мм без удаления защитной рубашки или вальцовки; при выявлении трещин рубашка или вальцовка удаляются. |
||||
3. При обнаружении дефектов объем контроля увеличивается до 100% |
||||
2. Ремонтные заварки на внутренней поверхности отверстий и штуцеров: наплавленный металл с околошовной зоной шириной 20 - 30 мм на сторону |
100% |
Аустенитные заварки контролируются методом травления или цветной дефектоскопии |
||
Отверстия и штуцера труб парового объема |
1. ВИК |
Внутренняя поверхность отверстий и штуцеров с примыкающими к отверстиям участками внутренней поверхности барабана шириной 30 - 40 мм от кромки отверстия |
100% |
|
2. МПК (МПД) или ЦД |
1. Внутренняя поверхность отверстий и штуцеров с примыкающими к отверстиям участками внутренней поверхности барабана шириной 30 - 40 мм от кромки отверстия |
30% отверстий и штуцеров каждой группы труб одноименного назначения, но не менее 2 шт. в каждой группе Для барабанов из стали 15NiCuMoNb5 - 50% |
1. Контроль проводится на отверстиях и штуцерах, худших по результатам ВИК, преимущество отдается отверстиям, не проконтролированным ранее. |
|
2. При обнаружении недопустимых дефектов объем контроля увеличивается до 100% |
||||
2. Ремонтные заварки на внутренней поверхности отверстий и штуцеров: наплавленный металл с околошовной зоной шириной 20 - 30 мм на сторону |
100% |
Аустенитные заварки контролируются методом травления или цветной дефектоскопии (ЦД) |
Паропроводы, эксплуатирующиеся при температуре 450 °C
и выше
137. Изложенные в ФНП требования к методам и объемам контроля при техническом диагностировании станционных паропроводов и пароперепускных труб котлов и турбин диметром более 75 мм после выработки ими своего назначенного ресурса относятся к элементам из стали марок 12МХ (12ХМ), 15ХМ, 12Х1МФ (12ХМФ), 15Х1М1Ф, 10CrMo910, 10Х9МФБ (ДИ82) и Х10CrMoVNb9-1 (Р91).
К основным элементам паропроводов, определяющим их ресурс, относятся прямые трубы, гнутые, штампованные и штампосварные отводы (колена), кованые и штампованные тройники и переходы, литые детали (колена, тройники), сварные соединения.
Перед неразрушающим контролем металла элементов паропровода проводят ревизию всей трассы паропровода и его опорно-подвесной системы (РОПС). РОПС выполняют в горячем и холодном состояниях паропровода. Результаты РОПС используются в последующем для поверочного расчета на прочность и самокомпенсацию (ПРПС) паропроводной системы.
138. Диагностирование прямых участков паропроводов выполняют следующим образом:
а) Контроль остаточной деформации ползучести - 100% труб, подлежащих контролю остаточной деформации: трубы из стали 12МХ, 15ХМ и 10CrMo910 - с температурой 450 °C и выше; трубы из стали 12Х1МФ, 15Х1М1Ф - с температурой 500 °C и выше; трубы из стали 10Х9МФБ и Х10CrMoVNb9-1 - с температурой 530 °C и выше.
б) Участки паропроводов в местах врезки штуцеров с DN50 и более дренажных линий, линий БРОУ и РОУ контролируют методами ВИК, УЗК и ультразвуковой толщинометрии (УЗТ) на расстоянии одного диаметра основной трубы в каждую сторону от места врезки (стенки штуцера). Контроль толщины стенки проводится в двух сечениях: по одному в каждую сторону от места врезки, отстоящих от оси штуцера на расстоянии не более диаметра основной трубы. В каждом контрольном сечении толщина стенки измеряется в четырех точках.
в) Дополнительный контроль прямых труб паропровода после отработки ими назначенного или индивидуального (дополнительно назначенного) ресурса проводится в следующих случаях:
ранее были произведены в полном объеме замена гибов или их восстановительная термообработка;
максимальная остаточная деформация труб превышает 75% допустимой величины.
г) Дополнительный контроль включает:
ультразвуковой контроль толщины стенки (УЗТ) не менее пяти прямых труб с наибольшей остаточной деформацией ползучести, но не менее двух труб по каждому типоразмеру; на каждую трубу одно контрольное сечение в зоне расположения реперов;
контроль методами ВИК, МПК (МПД) (ЦД), УЗК, а также исследование микроструктуры (МИ) и анализ поврежденности (МКП) - не менее двух труб каждого типоразмера (с наибольшей остаточной деформацией ползучести и минимальной толщиной стенки).
Толщина стенки в контрольном сечении трубы измеряется в четырех точках равномерно по периметру сечения.
Контроль методами ВИК, МПК (МПД) (ЦД) и УЗК прямого участка трубы ведется в зоне расположения реперов на длине не менее 500 мм и должен охватывать по направляющей (окружности) трубы весь периметр сечения.
Контроль микроповрежденности трубы выполняется на участке, подготовленном под МПК (МПД) (ЦД) и УЗК и содержащем точку с минимальной толщиной стенки.
Контроль прямых труб методом УЗК по подпункту "г" пункта 138 ФНП может не проводиться, если по результатам УЗТ минимальная толщина стенки труб данного типоразмера составляет не менее номинальной толщины и максимальная остаточная деформация труб этого типоразмера не превышает половины допустимого значения.
д) Если по результатам контроля минимальная толщина стенки () труб какого-либо из типоразмеров окажется меньше 0,95S - 0,5 мм, где S номинальная толщина стенки, контроль толщины стенки этих труб проводится в удвоенном объеме.
е) При проведении дополнительного контроля прямых труб следует элементы и зоны контроля выбирать с учетом результатов поверочных расчетов на прочность.
139. Диагностирование гнутых отводов (гибов) паропроводов выполняют следующим образом:
а) Контроль остаточной деформации ползучести - 100% гибов, подлежащих контролю остаточной деформации (из стали 12МХ, 15ХМ и 10CrMo910 начиная с 450 °C; из стали 12Х1МФ, 15Х1М1Ф - начиная с 500 °C; из стали 10Х9МФБ и Х10CrMoVNb9-1 - начиная с 530 °C).
б) Определение овальности - 100% гибов.
Овальность определяется по результатам измерений наружного диаметра гиба по двум, взаимно перпендикулярным, направлениям: между наружным и внутренним обводами и между нейтральными зонами. Измерения проводятся не менее чем в трех контрольных сечениях: в центральном сечении гнутой части и по разные стороны от него на расстоянии 0,5Da (Da - наружный диаметр).
в) Контроль методами ВИК, МПК (МПД) (ЦД) и УЗК - 100% гибов.
Контроль проводится по всей длине гнутой части на 2/3 окружности гиба, включая растянутую и нейтральные зоны.
г) Ультразвуковой контроль толщины (УЗТ) стенки в растянутой и нейтральных зонах гибов - 100%. Измерение толщины стенки проводится не менее чем в пяти контрольных сечениях гнутой части каждого гиба: одно контрольное сечение - в центральной части гиба и по два сечения - в разные стороны от него с интервалом не более (0,70 0,75)Da - для нормально загнутых гибов и
(0,30
0,40)Da - для крутозагнутых гибов (Da - наружный диаметр).
Измерение твердости (ТВ) на гибах из стали 15Х1М1Ф в объеме 50% от общего количества гибов. Площадки измерения твердости совмещать с площадками проведения УЗТ.
д) Анализ микроструктуры (МИ) и микроповрежденности (МКП) металла.
Анализ проводится методом реплик или непосредственно на шлифах переносным микроскопом в объеме не менее:
для паропроводов из перлитных сталей - 10% гибов на паропроводах и пароперепускных трубах турбин, но не менее двух по каждому из типоразмеров, отработавших назначенный ресурс;
для паропроводов из мартенситных сталей - 20% гибов на паропроводах и пароперепускных трубах турбин, но не менее трех по каждому из типоразмеров, отработавших назначенный ресурс;
для пароперепускных труб котла из перлитных сталей - 5% от количества, но не менее двух гибов каждого назначения (перепуска), отработавших назначенный ресурс;
для пароперепускных труб котла из мартенситных сталей - 10% от количества, но не менее трех гибов каждого назначения (перепуска), отработавших назначенный ресурс.
Контролю подвергаются гибы с максимальной остаточной деформацией или с максимальным уровнем напряжений по результатам расчета на прочность.
Для пароперепускных трубопроводов котла в число контролируемых включаются гибы с максимальной расчетной температурой, в том числе последний гиб перед впрыскивающим пароохладителем.
Для паропроводов с отношением наружного диаметра к внутреннему не более 1,3 (Da/Dвн 1,3) в контрольную группу для анализа микроповрежденности включаются гибы с овальностью менее 2% (за исключением гибов, изготовленных нагревом токами высокой частоты с осевым поджатием или имеющих исходную овальность не более 2%) и гибы, овальность которых уменьшилась более чем на 40% по сравнению с исходным значением.
На паропроводах блоков сверхкритического давления (далее - СКД) в контрольную группу для анализа микроповрежденности включаются гибы с максимальной овальностью.
Отбор гибов в контрольную группу для анализа микроструктуры и микроповрежденности металла проводится с учетом результатов анализа микроповрежденности металла, полученных при предыдущем обследовании паропровода.
140. Контроль штампованных и штампосварных колен проводится в объеме:
а) методами ВИК, УЗК и МПК (МПД) (ЦД) металла:
25% штампованных отводов;
25% штампосварных отводов, но не менее двух.
Контроль ведется по всей длине изогнутой части по всему периметру (окружности) сечения колена, то есть включая наружный, внутренний обводы и нейтральные зоны колена.
б) Методами УЗК и МПК (МПД) или (ЦД) сварных соединений (продольных) штампосварных отводов - на 100% отводов, контролю подвергаются оба сварных шва в полном (100%) объеме;
в) Ультразвуковой контроль толщины (УЗТ) стенки:
25% штампованных отводов;
100% штампосварных отводов.
Измерения толщины стенки проводят не менее чем в трех контрольных сечениях: в центральном (ось симметрии в плоскости колена) и по разные стороны от него примерно посредине между центральной частью и концом колена. В каждом контрольном сечении штампованного колена измерения проводят в четырех точках: наружный, внутренний обводы и нейтральные зоны.
В штампосварных коленах контроль толщины стенки в зонах продольных сварных соединений выполняют по обе стороны от шва, поэтому в каждом контрольном сечении будет по шесть точек измерения.
в) Анализ микроструктуры (МИ) и микроповрежденности (МКП) металла:
в зонах сварных соединений штампосварных отводов не менее чем на 50% (но не менее трех колен) каждого из типоразмеров. На каждом обследованном колене анализ проводится в центральной части на двух шлифах: по одному на каждое сварное соединение;
металл штампованных колен - одно из колен каждого типоразмера: в центральной части колена на двух диаметрально противоположных шлифах - на внутреннем и наружном обводах (независимо от марки стали изготовления).
Отводы из стали мартенситного класса в штампосварном исполнении - не применяются.
141. Контроль сварных соединений проводится следующим образом:
а) Контроль сварных соединений методами ВИК, УЗК, МПК (МПД) (ЦД) и УЗТ сталей перлитного класса:
1) Для сварных соединений типа 1:
10% сварных швов при температуре эксплуатации до 510 °C;
20% сварных швов при температуре эксплуатации 510 °C и выше.
2) Для сварных соединений типа 2:
50% сварных швов при температуре эксплуатации до 510 °C;
100% сварных швов при температуре эксплуатации 510 °C и выше.
Контроль сварных соединений методами ВИК, УЗК, МПК (МПД) (ЦД), УЗТ и ТВ сталей мартенситного класса:
для сварных соединений типа 1 - 50%;
для сварных соединений типа 2 и разнородных сварных соединений независимо от типа - 100%.
Толщина стенки стыковых сварных соединений измеряется по основному металлу в пришовной зоне (в проточке) с каждой стороны шва в четырех точках равномерно по окружности трубы.
Толщина стенки штуцерных сварных соединений измеряется в четырех точках по периметру штуцера и в пяти точках основной трубы, четыре из которых равномерно расположены вдоль шва приварки штуцера, а одна - в точке трубы на пересечении с продолжением оси штуцера.
В число контролируемых следует включать сварные соединения за впрыскивающими пароохладителями до первого гиба и ближайшие к расходомерным шайбам на горизонтальных участках паропровода.
При выявлении недопустимых дефектов в сварных соединениях контроль соединений данного типа увеличивается до 100%.
б) Контроль твердости сварных соединений элементов из стали 15Х1М1Ф между собой и труб из стали 15Х1М1Ф с литыми деталями из стали 15Х1М1ФЛ по основному металлу и металлу шва проводится в объеме 100%.
Объем контроля проводимого в соответствии с подпунктами "а" и "б" пункта 141 ФНП после выработки назначенного ресурса паропровода может быть уменьшен по решению экспертной организации, согласованному с эксплуатирующей организацией, если полный объем этого контроля был выполнен не ранее чем за 15 тысяч часов до проведения обследования после исчерпания назначенного ресурса.
в) Анализ микроструктуры (МИ) и микроповрежденности (МКП) металла зон сварных соединений элементов паропроводов из стали перлитных марок:
для сварных соединений типа 1 - 10%, но не менее двух на каждый перепуск котла или турбины и не менее трех на каждый паропровод;
для сварных соединений типа 2 - 30%; при количестве соединений менее трех на перепуске или на паропроводе - 100%.
г) Анализ микроструктуры (МИ) и микроповрежденности (МКП) металла зон сварных соединений элементов паропроводов из мартенситных марок стали:
для сварных соединений типа 1 - 20%, но не менее трех на каждый перепуск (котла или турбины) и не менее пяти на каждый паропровод;
для сварных соединений типа 2 и разнородных сварных соединений независимо от типа - 100%.
д) Контроль следует выполнять для наиболее напряженных стыков и наиболее напряженных точек в их сечении по результатам поверочного расчета паропровода от совместного действия всех нагружающих факторов (ПРПС). При отсутствии указанного расчета контроль микроструктуры и микроповрежденности выполняют в четырех точках сечения, равномерно расположенных по периметру; для штуцерных соединений со стороны коллектора и со стороны штуцера.
142. Требования к методам и объемам контроля литых деталей изложены в пункте 134 ФНП. Контроль кованых и штампованных деталей следует выполнять теми же методами и в тех же зонах, что и аналогичных литых деталей, но в уменьшенном в два раза объеме (за исключением штампованных колен, объем контроля которых приведен в пункте 140 ФНП).
143. Исследование состава, структуры и свойств металла на вырезках проводится следующим образом:
а) Исследования состава (химического, фазового), механических свойств и структуры основного металла и сварного соединения на образцах вырезок из паропровода являются обязательными в следующих случаях:
1) при обнаружении в процессе контроля (или предшествующей эксплуатации) недопустимых дефектов или отклонений, в том числе недопустимого уровня остаточной деформации;
2) при выявлении нерекомендованной микроструктуры металла гибов или сварных соединений при неразрушающем контроле (методом реплик, переносным микроскопом);
3) при выявленной (по результатам неразрушающего контроля) в основном металле или (и) сварных соединениях микроповрежденности выше допустимого балла согласно требованиям подпункта "е" пункта 153 и подпунктов "б", "в", "г" пункта 157 ФНП;
4) при нарушении режимов эксплуатации, в результате чего возможны недопустимые изменения в структуре и свойствах металла, или появление недопустимых дефектов;
5) при третьем по счету продлении срока службы паропровода после отработки им дополнительно назначенного ресурса, и после наработки 400 тысяч часов и более, если исследования на вырезках ранее не проводились.
Для паропроводов из стали мартенситного класса - при первичном продлении ресурса.
Вырезка из паропровода с последующим исследованием состояния металла также должна проводиться в случае, если это признано необходимым организацией, выполняющей продление ресурса паропровода в рамках ЭПБ;
б) следует вырезать участок паропровода, содержащий фрагменты прямой трубы и гиба, включая их сварное соединение. Вырезаемая катушка должна быть предварительно замаркирована таким образом, чтобы при последующей механической обработке была возможность идентификации металла прямой трубы и гиба;
в) при определении места вырезки должны быть одновременно учтены следующие факторы:
вырезка должна находиться на начальном по ходу пара участке паропровода;
если в составе паропровода присутствуют элементы с различными сроками эксплуатации, вырезку проводят из участка с максимальной наработкой;
гиб, часть которого входит в состав вырезанной пробы, должен иметь максимальную остаточную деформацию или (и) минимальную по сравнению с другими гибами толщину стенки, или (и) максимальный балл микроповрежденности металла.
Следует для определения места вырезки выполнять предварительный поверочный расчет на прочность от действия всех нагружающих факторов и учитывать фактические данные по результатам контроля, в том числе микроповрежденности металла;
г) в технически обоснованных случаях следует в вырезаемый для исследований участок паропровода включать также гнутую часть гиба. При этом выбор участка паропровода для вырезки и последующего исследования металла следует обосновывать результатами поверочного расчета на прочность паропроводной системы от совместного действия всех нагружающих факторов;
д) вырезку пробы (катушки) из паропровода разрешается выполнять огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 30 мм. Длина вырезанной катушки должна составлять не менее 500 мм. Сварной шов должен располагаться по центру вырезки;
е) вырезаемые из трубной заготовки образцы для механических и ударных испытаний следует размещать по периметру заготовки, то есть в окружном (поперечном) направлении. Образцы на длительную прочность, а также для испытаний сварных соединений, располагают вдоль оси трубной заготовки.
Металлографический анализ и исследования микроповрежденности металла выполняются по всей толщине стенки трубы;
ж) на металле вырезки из паропровода проводятся следующие исследования:
определяют химический состав металла (основного и сварного шва);
определяют содержание легирующих элементов в карбидах и при необходимости - типы карбидов (карбидный и фазовый анализы);
определяют твердость металла по толщине стенки трубы и по поперечному сечению сварного соединения, включая основной металл, зону термического влияния и металл шва;
проводят испытания на растяжение по определению механических свойств металла при комнатной и рабочей температурах и ударные испытания по определению ударной вязкости KCU и KCV при комнатной температуре и KCU - при рабочей температуре;
испытания образцов типа "Менаже" из сварного соединения на статический изгиб с определением удельной энергии на зарождение трещины (AЗ) и на ее развитие (AР) - факультативно;
исследования микроструктуры металла (включая степень сфероидизации перлита) по толщине стенки трубы и сварного соединения по его поперечному сечению;
анализ микроповрежденности (порами ползучести) металла по толщине стенки трубы;
анализ микроповрежденности сварного соединения по его поперечному сечению;
длительные испытания по определению жаропрочных свойств металла и при необходимости сварного соединения.
Полный объем испытания по определению кратковременных механических свойств и длительной прочности проводят на трех партиях образцов, соответствующих металлу гиба, металлу прямой трубы и сварному соединению. При этом в последнем случае рабочая часть разрывных образцов и образцов на длительную прочность представляет собой сварное соединение, включая металл шва, зоны термического влияния и основной металл. Допускается по решению специализированной экспертной организации проводить испытания в сокращенном объеме.
Ударные образцы типа "Менаже" и "Шарпи" из сварного соединения (для испытаний на ударную вязкость и статический изгиб) изготавливают в двух вариантах: надрез располагается в металле шва и в зоне сплавления.
При испытаниях на растяжение основного металла определяют комплекс механических свойств, включая прочностные характеристики - временное сопротивление разрыву (предел прочности) и условный предел текучести
и пластические характеристики - относительное удлинение
и относительное сужение
. При кратковременных испытаниях сварного соединения определяют временное сопротивление разрыву
и относительное сужение
;
з) кратковременные механические свойства металла при комнатной и рабочей температурах определяются испытанием не менее двух образцов на разрыв и не менее трех - на ударную вязкость для каждого значения температуры.
Длительные жаропрочные испытания с определением характеристик длительной прочности проводят не менее чем на восьми образцах;
и) исследования микроструктуры и микроповрежденности металла проводятся на образцах из вырезки по всей толщине стенки трубы. Анализ микроструктуры и микроповрежденности основного металла и сварных соединений выполняется методами оптической микроскопии, а также факультативно прецизионным определением плотности для основного металла;
к) при исследовании металла вырезки гнутого участка колена данная вырезка проводится из центральной части гиба. В этом случае образцы для исследований как поперечные, так и продольные, вырезают из половины гиба, соответствующей его наружному обводу, включающей полностью растянутую зону и частично ( 50%) две нейтральные зоны.
144. Ревизию опорно-подвесной системы паропровода для последующего поверочного расчета на прочность и самокомпенсацию (от совместного действия всех нагружающих факторов) выполняют следующим образом:
а) Анализ проектной, монтажно-сдаточной и эксплуатационной технической документации:
проектные и фактические параметры пара (если ответвления паропровода, связанные с ним в одну расчетную систему, и сам паропровод эксплуатируются при различных параметрах среды, или время эксплуатации при рабочих параметрах для различных ответвлений отличается - сведения по каждому такому ответвлению в отдельности);
год ввода паропроводов в эксплуатацию, данные по длительности эксплуатации (наработке) паропроводов и их ответвлений;
аксонометрическая схема паропроводов с указанием марок стали и типоразмеров основной трассы и ответвлений с привязкой арматуры, опор и подвесок (с указанием проектных номеров), указателей температурных перемещений (с указанием проектных номеров) и сварных соединений;
массовые характеристики установленной арматуры;
проектные и эксплуатационные данные по температурным перемещениям паропроводов в местах установки индикаторов температурных перемещений (по осям координат, принятым в аксонометрической проекции паропроводов), а также в местах присоединения к оборудованию;
проектные и фактические данные по пружинным опорам и подвескам, сортамент установленных пружин, их высоты (в рабочем и холодном состоянии);
эксплуатационные формуляры по нагрузкам;
тип тепловой изоляции, ее погонная масса, границы участков с различной погонной массой тепловой изоляции;
величины и места выполнения монтажных растяжек в соответствии с актами о выполнении монтажных растяжек из паспорта паропровода;
возможные сочетания тепловых режимов работы паропроводов и их ответвлений;
данные об имевшихся в процессе эксплуатации повреждениях элементов паропроводов.
б) Осмотр трассы трубопровода в рабочем и холодном состояниях и ревизию ОПС:
визуальная проверка отсутствия защемлений паропроводов в рабочем и холодном состояниях;
визуальный осмотр и оценка работоспособности элементов ОПС;
измерение уклонов горизонтальных участков трасс;
составление ведомости дефектов, в которой указываются необходимые мероприятия по устранению дефектов и сроки выполнения этих работ, а также ответственные за их выполнение.
в) Проверку соответствия фактического исполнения трассы паропроводов и ОПС проектным данным:
измерение фактических линейных размеров трасс паропроводов с уточнением расположения ответвлений, сварных соединений (на основании проектных данных), опор, подвесок, арматуры и индикаторов температурных перемещений, проверка соответствия типов опор и подвесок проекту, проверка целостности и работоспособности элементов ОПС и индикаторов температурных перемещений;
измерение геометрических характеристик установленных пружин: определение количества витков, диаметров прутков и диаметров навивки пружин, а также высоты пружин в рабочем состоянии паропроводов; дополнительно измеряются длины тяг пружинных подвесок и их отклонения от вертикали; выполняется идентификация пружин;
измерение температурных перемещений при переходе паропроводов из горячего в холодное состояние.
г) Сопоставление и анализ фактических и проектных данных паропроводов и ОПС:
документируются все отмеченные при обследовании отклонения от проекта;
разрабатываются расчетные модели выявленных при визуальном осмотре частичных или полных защемлений паропроводов и ОПС;
уточняются применительно к конкретному паропроводу расчетные модели сварных соединений (на основании данных эксплуатирующей организации).
Паропроводы горячего промперегрева, изготовленные
из центробежнолитых (ЦБЛ) труб
145. Требования к методам и объемам неразрушающего контроля при техническом диагностировании паропроводов горячего промперегрева, изготовленных из центробежнолитых (ЦБЛ) труб типоразмером 630 x 25 мм,
630 x 28 мм и
920 x 32 мм из стали марки 15Х1М1Ф, эксплуатирующихся при температуре пара 540 - 545 °C и давлении 2,5 - 4,0 МПа, изложены в таблице VIII.8.
Таблица VIII.8
Объект контроля |
Метод контроля |
Объем контроля |
Примечание |
Трубопровод |
РОПС |
Трубопроводная система и ОПС |
Осмотр трубопровода и ОПС проводить в горячем и холодном состояниях |
Прямые трубы |
Измерение остаточной деформации |
100% |
При достижении остаточной деформации, равной половине допустимого значения, измерения ее проводятся каждые 25000 ч |
Металлографический анализ (МИ) с оценкой свойств металла и микроповреждаемости на вырезке (ИВ) |
не менее 1 трубы на паропровод |
Металлографический анализ проводится на отобранных пробках или на вырезке. Вырезку следует совмещать со сварным соединением |
|
Сварные стыковые соединения |
ВИК, УЗК, МПК (МПД) или ЦД |
100% |
- |
УЗТ |
100% |
Толщина стенки контролируется один раз в зоне сварного соединения (место расточки под подкладное кольцо) |
|
ТВ |
100% |
Измеряется твердость металла шва и примыкающего основного металла. Контролю подлежат в том числе заводские стыки, а также стыки с ремонтными подварками |
|
Металлографический анализ (МИ) с помощью реплик ЗТВ сварного соединения |
не менее 10% (объем контроля может уточняться) |
Контролю подвергаются стыки: - с разупрочненным металлом шва (твердость шва ниже твердости основного металла); - с подваркой; - разнотолщинных элементов (труба штампосварное колено) |
|
Исследование структуры и свойств металла на вырезке (ИВ) |
Одно сварное соединение (с основным металлом) на паропровод |
Вырезку следует совмещать с основным металлом трубы. Вместо вырезки сварного соединения (катушки) допускается вырезка пробки диаметром не менее 120 мм с последующей вваркой глухого штуцера. При вырезке пробки из нижнего полупериметра трубы штуцер (заглушающий) устанавливается донышком внутрь. Вварка штуцера должна выполняться с полным проплавлением стенки штуцера |
146. Исследование состава, структуры и свойств металла на вырезках выполняется следующим образом:
а) Вырезку пробы основного металла в виде катушки или пробки совмещают с вырезкой сварного стыка или отбором пробки сварного соединения:
катушка вырезается из паропровода с помощью газовой резки: ацетилено-кислородной или смеси любого горючего газа с кислородом. Длина вырезаемого трубного элемента (включающего две ЦБЛ трубы) с кольцевым сварным швом посередине должна составлять не менее 650 мм;
пробка из действующего паропровода вырезается только механическим способом: фрезерованием, высверливанием. Она должна быть диаметром не менее 120 мм с последующей приваркой глухого штуцера в сварное соединение паропровода. Технология приварки глухого штуцера (DN 100) в отверстие, полученное при вырезке пробки в сварном соединении паропровода, должна соответствовать требованиям НД.
б) При исследовании основного металла ЦБЛ труб определяются:
химический и карбидный составы по сечению стенки трубы;
кратковременные механические свойства при комнатной и рабочей температурах;
критическая температура хрупкости (при необходимости);
состояние макро- и микроструктуры по сечению стенок труб;
микроповрежденность основной и ликвационной структуры порами с определением объемной доли пор;
жаропрочные свойства (при необходимости).
в) Макроструктурный анализ проводится на темплетах по всему поперечному сечению стенок труб для фиксирования ликвационной полосчатости и визуального выявления макронесплошностей технологического происхождения.
г) Микроструктурный анализ (включая микроповрежденность) проводится на шлифах поперечного сечения стенок труб как в зонах с основной структурой, так и в ликвационной зоне, примыкающей, главным образом, к внутренней поверхности трубы, с целью выявления степени развития ликвационных структур и фиксирования микродефектов технологического происхождения, а также оценки микроповрежденности металла.
д) Образцы для механических испытаний вырезают из зон металла, примыкающих к внутренней поверхности труб.
е) При исследовании сварного соединения на вырезке определяют:
твердость основного металла, зоны термического влияния (ЗТВ) и металла шва соединения в трех продольных сечениях (по трем линиям) на шлифе поперечного сечения стыка;
кратковременные механические свойства при комнатной и рабочей температурах по результатам испытаний образцов на растяжение и образцов с надрезом "Менаже" и "Шарпи" на ударный изгиб (надрез наносится по зоне сплавления и по металлу шва);
химический состав металла шва и при необходимости дополнительно основного металла и карбидный анализ металла этих зон;
качество зон сварного соединения по результатам металлографического анализа трех макрошлифов поперечного сечения;
микроструктуру и микроповрежденность зон сварного соединения по результатам металлографического исследования двух микрошлифов поперечного сечения;
жаропрочные свойства (при необходимости).
ж) При исследовании фрагмента сварного соединения (пробки), вырезанного из действующего паропровода, определяют:
твердость металла зон сварного соединения;
химический состав металла шва (и основного металла);
макро- и микроструктуру с оценкой микроповрежденности металла зон сварного соединения.
Станционные питательные трубопроводы
147. Методы и объемы контроля при техническом диагностировании станционных питательных трубопроводов наружным диаметром более 75 мм приведены в таблице VIII.9.
Таблица VIII.9
Наименование элементов |
Метод контроля |
Объем контроля |
Примечание |
1 |
2 |
3 |
4 |
Трубопровод |
РОПС |
Трубопроводная система и ОПС |
Осмотр трубопровода и ОПС проводить в горячем и холодном состояниях |
Трубы и фасонные детали после выходных патрубков регулирующей арматуры на длине не менее 10 Da трубы по ходу движения среды от регулирующего, дросселирующего органа, зоны установки дроссельных, шайбовых наборов, щелевых дросселей. Тупиковые участки в зонах возможного коррозионного износа |
УЗТ |
Не менее 3 контрольных сечений на каждом из указанных участков; в каждом контрольном сечении не менее 4 точек измерения |
|
Гибы труб, штампованные и штампосварные колена |
ВИК (овальность), УЗК, МПК (МПД) или ЦД, УЗТ, ТВ |
50% |
1. Обязательному контролю подлежат гибы байпасов РПК и обводов ПВД. |
2. На электростанциях с поперечными связями допускается контроль гибов на соединительной магистрали выполнять в объеме: "горячий" стояк и "холодный" стояк - по 20%. |
|||
Крутоизогнутые отводы R/Da < 2,5 |
ВИК (овальность), УЗК, МПК (МПД) или ЦД, УЗТ, ТВ |
100% |
|
3. Если овальность контролируемых гибов измерялась ранее, допускается не проводить повторных измерений. |
|||
4. Контроль толщины стенки и твердости металла гибов выполнять в трех сечениях: центральном и по разные стороны от него; в каждом контрольном сечении по 3 точки измерений: в растянутой и нейтральных зонах. |
|||
5. Контроль гибов проводится по всей длине гнутой части на 2/3 окружности трубы, включая растянутую и нейтральные зоны |
|||
6. При наличии штампосварных колен контроль продольных сварных соединений методами УЗК и МПК - 100% |
|||
Литые колена |
ВИК, МПК (МПД) или ЦД, УЗТ |
50% |
1. Контроль выполняют по всей поверхности гнутой части, включая наружный, внутренний обводы и нейтральные зоны. |
Ремонтные заварки - 100% |
|||
2. УЗТ выполняют в трех сечениях: нейтральном и в двух по разные стороны от него. В каждом контрольном сечении измерения проводят в четырех точках: по наружному, внутреннему обводам и в нейтральных зонах |
|||
Литые, кованые детали (корпуса арматуры, тройники) |
ВИК, МПК (МПД) или ЦД |
Радиусные переходы наружных поверхностей - 20% общего количества деталей каждого назначения. Ремонтные заварки - 100% |
Корпусы арматуры с DN > 250 контролировать также со стороны внутренней поверхности - в доступных местах. |
УЗТ |
20% общего количества деталей каждого назначения |
1. Контроль корпусов арматуры проводят в четырех точках равномерно по окружности каждого патрубка. |
|
2. Контроль тройников проводят в четырех точках равномерно по окружности штуцера, в четырех точках коллектора в окрестности линии сопряжения со штуцером по разные стороны от него и в точке коллектора, расположенной против центральной оси штуцера. |
|||
3. Контроль переходов проводят в двух сечениях вблизи переходных зон; в каждом сечении - 4 контрольные точки, равномерно распределенные по окружности |
|||
Сварные соединения |
ВИК, УЗК |
Основные стыковые (тип 1) - 10% |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое; при повторном обнаружении недопустимых дефектов - объем контроля увеличивается до 100% |
ВИК (катет угловых швов), УЗК, МПК (МПД) или ЦД |
Штуцерные соединения с Da |
При обнаружении недопустимых дефектов объем контроля увеличивается вдвое; при повторном обнаружении недопустимых дефектов - объем контроля увеличивается до 100% |
|
Донышки (заглушки) |
ВИК |
100% |
УЗТ и ТВ заглушек выполняют в 5 точках: 4 - равномерно по окружности и 1 - в центре |
УЗТ, ТВ |
50% |
VIII. НОРМЫ КОНТРОЛЯ И КРИТЕРИИ КАЧЕСТВА МЕТАЛЛА
Котлы
148. Для труб поверхностей нагрева химический состав, технологические дефекты, макроструктура, загрязненность неметаллическими включениями должны удовлетворять требованиям технических условий на поставку с учетом возможных изменений при длительной эксплуатации, а общее состояние металла должно удовлетворять следующим требованиям:
а) По результатам визуального контроля металла труб (в котле и на вырезке) не допускаются:
выход труб из ранжира на величину диаметра трубы и более;
равномерное увеличение наружного диаметра относительно номинального для труб из легированных марок сталей более чем на 2,5%, для труб из углеродистых сталей - более 3,5%;
отдулины и макротрещины.
б) По результатам металлографического контроля не допускаются:
микротрещины;
коррозия по периметру зерен (межкристаллитная коррозия) на глубину 0,3 мм и более в металле на наружной поверхности труб из стали 12Х18Н12Т;
сульфидно-оксидная коррозия на наружной поверхности труб из перлитных сталей на глубину 0,1 мм и более в металле;
обезуглероженный слой глубиной более 0,2 мм.
149. Для коллекторов котлов должны соблюдаться следующие требования к состоянию металла:
а) На наружной и внутренней поверхностях коллекторов не допускаются:
трещины всех видов и протяженные трещиноподобные (длина в 10 раз больше ширины) дефекты;
несплошности (дефекты) округлой формы с размером по поверхности более толщины стенки трубы или более 20 мм и глубиной более 3 мм;
продольные риски глубиной более 10% от толщины (S) стенки или более 2,5 мм при S > 25 мм.
б) Прогиб коллектора не должен превышать 20 мм на 1 м длины и 100 мм по всей длине между опорами.
в) Качество стыковых и штуцерных сварных соединений по результатам неразрушающего контроля - согласно пунктам 156 - 158 ФНП.
г) Твердость металла коллекторов должна находиться в пределах следующих рекомендуемых диапазонов:
для стали марки 20 - от 120 до 180 HB; для стали 15ГС (16ГС) - от 120 до 200 HB;
для стали марки 12МХ и 10CrMo910 - от 120 до 190 HB;
для стали марок 15ХМ, 12Х1МФ и 15Х1М1Ф - от 130 до 210 HB;
для мартенситных сталей 10Х9МФБ и Х10CrMoVNb9-1 - от 190 до 255 HB.
Для перлитных сталей отклонения по твердости металла следует считать критичными, если минимальное ее значение меньше нижней границы соответствующего данной марки стали рекомендованного диапазона на 10%, а максимальное значение больше его верхней границы на 15% от среднего (медианного) значения твердости данного диапазона.
Для мартенситных сталей указанные отклонения не должны превышать 5 и 10% относительно нижней и верхней границ соответственно от величины среднего значения рекомендованного диапазона твердости.
Если твердость металла не укладывается в рамки рекомендуемого диапазона, но не выходит за границы критических значений, требуется предусмотреть компенсирующие мероприятия.
д) Для коллекторов из углеродистой или молибденовой (15М, 16М) стали графитизация не должна превышать балл 2 стандартной шкалы (приложение N 1 к ФНП).
е) Для коллекторов из теплоустойчивой стали перлитного класса, работающих в условиях ползучести, микроповрежденность металла не должна превышать балл 4 стандартной шкалы (приложение N 3 к ФНП).
Для коллекторов из хромистой стали мартенситного класса микроповрежденность не должна превышать балл 3 шкалы (приложение N 8 к ФНП).
150. Требования к качеству и критерии оценки состояния пароперепускных труб, работающих при температуре 450 °C и выше, соответствуют аналогичным требованиям к трубам паропроводов, установленным в пункте 153 данной главы ФНП.
Состояние металла литых деталей, работающих при температуре 450 °C и выше, должно удовлетворять следующим условиям:
качество поверхности и макроструктура должны соответствовать требованиям технических условий на отливки;
твердость металла должна удовлетворять требованиям технических условий на поставку. При отсутствии таких данных твердость металла литых деталей должна составлять не менее 0,8 от нижней границы диапазона твердости для аналогичной марки стали катаных, кованых и штампованных деталей согласно нормам ФНП;
в микроструктуре металла не допускаются поры размером более 5 мкм.
151. Состояние металла пароводоперепускных труб, работающих при температуре до 450 °C, должно удовлетворять следующим требованиям
а) На поверхности гибов труб не допускаются:
трещины всех видов, а также протяженные трещиноподобные (длина в 10 раз больше ширины) дефекты;
продольные риски глубиной более 10% толщины стенки или более 2 мм для S 20 мм;
дефекты округлой формы (раковины, коррозионные язвы) с размером по поверхности более 10 мм и глубиной более 1,5 мм для элементов с Da 133 мм или с размером по поверхности более 15 мм и глубиной более 2,5 мм для элементов остальных типоразмеров;
скопления дефектов округлой формы глубиной более 0,5 мм для элементов с Da 133 мм или глубиной более 1,0 мм для элементов других типоразмеров.
б) Поверхностные дефекты с острыми краями следует выбирать абразивным инструментом с плавным скруглением краев выборки. При этом выборка не должна ослаблять стенку до уровня, приводящего к снижению коэффициента запаса прочности ниже нормативного значения. В любом случае глубина выборки не должна превышать 15% от номинальной толщины стенки элемента.
в) На внутреннем обводе гибов допускается плавная неровность (волнистость) высотой не более половины номинальной толщины стенки, но не более 10 мм. При этом шаг волн должен быть не менее утроенной их высоты.
г) Овальность гибов труб не должна превышать 8%.
д) Утонение стенки прямых труб и гибов в нейтральных зонах не должно превышать 10% от номинальной толщины стенки, а гибов в растянутой зоне (на наружном обводе) - 15%, для крутоизогнутых гибов допускается утонение стенки по наружному обводу до 20% от номинальной толщины (если иные критерии не установлены в технической документации изготовителя).
Если утонение стенки элементов превышает указанные нормы, то их работоспособность должна быть подтверждена контрольным расчетом на прочность.
е) Гибы считаются непригодными к дальнейшей эксплуатации, если по результатам их УЗК обнаружены дефекты, амплитуда или пробег эхо-сигнала от которых равны или превышают браковочные значения или на внутренней поверхности обнаружены дефекты, превышающие по амплитуде контрольный уровень чувствительности.
Качество гибов считается удовлетворительным, если по результатам их контроля методами ВИК, УЗК, МПК (МПД) или ЦД не обнаружены дефекты с браковочными признаками.
ж) Твердость металла гибов должна соответствовать следующим рекомендованным интервалам значений:
для стали марок 20, 15ГС (16ГС) - от 130 до 190 HB - в растянутой зоне и от 120 до 180 HB в нейтральных зонах и на прямых участках. Для стали 15ГС (16ГС) считать приемлемым увеличение твердости в нейтральных зонах до 190 HB и в растянутой зоне гиба до 200 HB;
для стали марки 12МХ (и 10CrMo910) - от 130 до 200 HB в растянутой зоне и от 120 до 190 HB в нейтральных зонах и на прямых участках;
для стали марок 15ХМ, 12Х1МФ и 15Х1М1Ф - от 140 до 220 HB в растянутой зоне и от 130 до 200 HB в нейтральных зонах и на прямых участках.
Допускаются отклонения от границ указанных диапазонов твердости в следующих пределах:
для сталей 20 и 15ГС (16ГС) - в сторону уменьшения от нижней границы и в сторону увеличения от верхней границы на 10 и 15% соответственно по средней величине твердости данного диапазона;
для сталей 12МХ, 15ХМ, 12Х1МФ и 15Х1М1Ф - в сторону уменьшения от нижней границы и в сторону увеличения от верхней границы на 5 и 10% соответственно по средней величине твердости данного диапазона.
Если твердость металла не укладывается в рамки рекомендованного диапазона, но не выходит за границы критических значений, требуется предусмотреть компенсирующие мероприятия.
з) Требования к качеству сварных соединений перепускных труб по результатам неразрушающего контроля - согласно пунктам 156 - 158 данной главы ФНП.
и) Для труб из углеродистой и молибденовой (15М, 16М) стали, работающих при температуре выше 390 °C, графитизация в зонах сварных соединений и в металле гибов не должна превышать балла 2 стандартной шкалы (приложение N 1 к ФНП).
к) При исследовании свойств металла на вырезках должны соблюдаться следующие требования в отношении результатов этих исследований:
химический состав, макроструктура, загрязненность неметаллическими включениями должны соответствовать требованиям технических условий;
прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5% в меньшую сторону от значений, регламентированных техническими условиями на поставку, как при комнатной, так и при рабочей температурах;
относительное удлинение стандартных образцов должно составлять при комнатной температуре не менее:
20% - для углеродистой стали;
16% - для кремнемарганцовистой стали (15ГС, 16ГС);
18% - для легированной хромомолибденовой и хромомолибденованадиевой стали;
отношение предела текучести к временному сопротивлению не должно превышать при комнатной температуре 0,65 - для углеродистых сталей и 0,75 - для легированной стали;
минимальное значение ударной вязкости при комнатной температуре на образцах с острым надрезом (типа "Шарпи") должно быть не менее 0,20 МДж/м2 (2,0 кгс·м/см2), на образцах с круглым надрезом (типа "Менаже") - не менее 0,30 МДж/м2 (3,0 кгс·м/см2).
152. Барабаны котлов должны удовлетворять следующим нормам качества
а) Геометрические параметры барабана должны соответствовать условиям:
отклонение среднего диаметра барабана от номинального значения не должно превышать 1% в большую сторону;
овальность барабанов не должна превышать 1%;
отклонение от прямолинейности образующих обечаек не должно превышать 3 мм на каждый 1 метр длины обечайки;
б) На поверхности металла и сварных соединений барабана не допускаются трещины всех видов и направлений.
Допускаются поверхностные единичные дефекты округлой формы пологого профиля (раковины, коррозионные язвы) глубиной не более 10% от толщины стенки, но не более 8 мм с максимальным размером на поверхности не более 20 мм, отстоящие от кромки ближайшего отверстия или сварного шва на расстояние не менее 300 мм. В зонах отверстий (включая кромки) и сварных соединений, то есть на расстоянии от них менее 300 мм, допускаются указанного выше типа дефекты глубиной не более 5 мм и максимальным размером по поверхности не более 10 мм.
Допускаются скопления коррозионных язв или других поверхностных дефектов пологого профиля глубиной не более 3 мм.
в) не допускаются расслоения металла, выходящие на поверхность лазовых отверстий;
г) твердость металла по данным измерений переносным прибором должна находиться в пределах:
для углеродистой и молибденовой стали (типа 20, 20Б, 15М, 16М, 20К, 22К) - 120 - 180 HB;
для легированной стали типа 16ГНМ, 16ГНМА - 140 - 210 HB; стали 15NiCuMoNb5 - 180 - 250 HB.
Допускаются отклонения от граничных значений указанных рекомендуемых диапазонов твердости в верхнюю и нижнюю стороны:
для углеродистой и молибденовой стали (20, 20Б, 15М, 16М, 20К, 22К) не более, чем на 10% от среднего значения твердости соответствующего диапазона;
для сталей 16ГНМ, 16ГНМА, 15NiCuMoNb5 не более, чем на 7% от среднего значения твердости соответствующего диапазона.
Если твердость металла не укладывается в рамки рекомендованного диапазона, но не выходит за границы критических значений, требуется предусмотреть компенсирующие мероприятия.
д) структура металла по результатам металлографического исследования на локальных пробах или вырезках должна соответствовать требованиям к исходному состоянию.
е) при исследовании свойств металла на вырезках должны соблюдаться следующие требования к их результатам:
прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5% в меньшую сторону от значений, регламентированных техническими условиями на поставку, как при комнатной, так и при рабочей температурах;
относительное удлинение стандартных разрывных образцов должно составлять при комнатной температуре не менее:
20% - для углеродистой стали;
17% - для легированной (16ГНМ, 16ГНМА, 15NiCuMoNb5) стали;
отношение условного предела текучести металла к временному сопротивлению при комнатной температуре не должно превышать 0,65 для углеродистых сталей и 0,8 - для легированных;
ударная вязкость металла при комнатной температуре на образцах с острым надрезом ("Шарпи") должна быть не менее 0,20 МДж/м2 (2,0 кгс·м/см2);
критическая температура хрупкости металла (TK) должна быть не выше 60 °C.
ж) требования к качеству стыковых и штуцерных сварных соединений барабанов по результатам неразрушающего контроля - согласно пункту 156 данной главы ФНП.
Трубопроводы пара и горячей воды
153. Состояние металла элементов паропроводов (включая пароперепускные трубопроводы турбин и котлов) из сталей перлитного и мартенситного классов, работающих при температуре 450 °C и выше, должно удовлетворять следующим требованиям
а) химический состав, технологические дефекты, макроструктура, загрязненность неметаллическими включениями должны соответствовать требованиям технических условий на поставку;
б) остаточная деформация ползучести не должна превышать: для прямых труб из стали 12Х1МФ - 1,5% диаметра; для прямых труб из сталей других марок - 1,0% диаметра; для прямых участков гнутых труб (гибов) независимо от марки стали - 0,8% диаметра.
Остаточная деформация прямых труб и прямых участков гибов паропроводов блоков СКД из стали марок 12Х1МФ, 15Х1М1Ф, 10Х9МФБ и Х10CrMoVNb9-1 не должна превышать 0,8 и 0,6% соответственно.
в) для стали марок 12Х1МФ и 15Х1М1Ф суммарное предельное содержание легирующих элементов в карбидном осадке не должно превышать 60% от общего (суммарного) содержания легирующих элементов в металле;
г) утонение стенки прямых труб и гибов в нейтральных зонах не должно превышать 10% от номинальной толщины стенки элемента, а гибов в растянутой зоне (на наружном обводе) - 15%. Для крутоизогнутых гибов допускается утонение стенки по наружному обводу до 20% от номинальной толщины.
При несоблюдении данных требований по допустимому утонению стенки элементов их работоспособность должна быть подтверждена контрольным расчетом на прочность с уточнением ресурсных характеристик.
д) допускаются протяженные дефекты механического происхождения (риски) на наружной поверхности гнутых элементов глубиной не более 10% номинальной толщины стенки, но не более 1,5 мм в растянутой зоне и не более 2,0 мм - на остальных участках поверхности;
На наружной поверхности элементов паропроводов допускаются коррозионные язвы, раковины и другие локальные повреждения плавной формы глубиной не более 10% номинальной толщины стенки, но не более 2 мм. Трещины всех видов не допускаются;
е) микроповрежденность металла элементов из перлитных сталей при 500-кратном увеличении не должна превышать 4-го балла по шкале (приложение N 3 к ФНП).
Микроповрежденность металла элементов из мартенситных сталей при 1000-кратном увеличении не должна превышать 3-го балла по шкале (приложение N 7 к ФНП).
Степень сферойдизации перлита не должна превышать 5-й балл по шкале (приложение N 2 к ФНП). При более высоком уровне сфероидизации перлита требуется оценить ресурсные характеристики металла с учетом результатов жаропрочных испытаний на вырезке.
ж) овальность гибов труб с отношением наружного (Da) к внутреннему (Dвн) диаметру не более 1,3 должна быть не менее 1,5%, за исключением гибов, изготовленных нагревом токами высокой частоты с осевым поджатием или подвергнутых восстановительной термической обработке, или имеющих начальную (исходную) овальность менее 1,5%. Снижение овальности в процессе эксплуатации не должно превышать 50% от ее исходного значения.
з) после 100 тысяч часов эксплуатации допускается снижение кратковременных механических свойств при комнатной температуре: временного сопротивления разрыву и предела текучести - на 30 МПа, ударной вязкости (KCU) - на 0,15 МДж/м2 (1,5 кгс·м/см2) по сравнению с гарантированными уровнями среднемарочных значений соответствующих характеристик согласно требованиям на поставку. Минимальное значение ударной вязкости при комнатной температуре, полученное на образцах с острым надрезом (KCV), должно составлять не менее 0,25 МДж/м2 (2,5 кгс·м/см2).
Предел текучести стали 12Х1МФ и 15Х1М1Ф при температуре 550 °C должен быть не ниже 180 МПа, стали 12МХ и 15ХМ при температуре 510 °C - не ниже 200 МПа.
Значения и предельные нормы твердости гибов паропроводов из перлитных сталей принимаются в соответствии с указаниями подпункта "ж" пункта 151 ФНП для элементов пароводоперепускных трубных систем котлов. Твердость металла элементов из хромистой мартенситной стали должна соответствовать диапазону 190 - 255 HB с предельно допустимым отклонением в большую и меньшую стороны от его границ не более, чем на 5% от среднего значения твердости этого диапазона;
и) предел длительной прочности для конкретной марки стали на базе 100 тысяч и 200 тысяч часов не должен отклоняться более чем на 20% в меньшую сторону по сравнению со средними значениями данной характеристики согласно требованиям технических условий;
к) минимальный уровень длительной пластичности () должен быть не ниже 10% по результатам испытания образцов до разрушения на базе, условно соответствующей сроку эксплуатации паропровода;
л) требования к качеству сварных соединений паропроводов должны соответствовать пунктам 156 - 158 ФНП.
154. Должны выполняться следующие требования к качеству металла центробежнолитых труб из стали 15Х1М1Ф паропроводов горячего промперегрева:
а) химический состав, технологические дефекты, неметаллические включения, микроструктура, геометрические размеры должны удовлетворять требованиям технических условий на поставку с учетом допускаемых после длительной эксплуатации изменений.
По результатам анализа макроструктуры ликвационная полосчатость не должна занимать более половины площади поперечного сечения стенок труб;
б) микроструктура металла с ликвационными зонами, соответствующая V баллу шкалы (приложение N 11 к ФНП), считается браковочной. Для металла труб с ликвационными зонами, микроструктура которого соответствует IV (б) баллу шкалы указанного приложения, условием допуска к эксплуатации является удовлетворительный уровень ударной вязкости (KCU 0,4 МДж/м2) и кратковременной пластичности (
16%;
45%) при комнатной температуре, установленный на образцах, вырезанных из зоны ликвации.
Микроповрежденность металла в зонах с ликвационной структурой и вне ее не должна превышать 5-й балл шкалы микроповрежденности (приложение N 4 к ФНП);
в) после 100 тысяч часов эксплуатации допускается снижение кратковременной прочности при комнатной температуре: временного сопротивления разрыву - до 430 МПа; предела текучести - до 215 МПа.
Значения ударной вязкости и кратковременной пластичности при комнатной температуре должны составлять не менее: KCU - 0,4 МДж/м2; - 16%;
- 45%.
Предел длительной прочности стали на базе 105 и 2 · 105 ч не должен отклоняться более чем на 20% в меньшую сторону по сравнению со средними значениями данной характеристики согласно техническим условиям;
г) минимальный уровень длительной пластичности должен быть не ниже 10% по результатам испытания образцов до разрушения на базе, условно соответствующей сроку эксплуатации паропровода;
д) предельным состоянием металла центробежнолитых труб паропроводов, при котором дальнейшая эксплуатация их не допустима, является появление в них микротрещин, образовавшихся в результате слияния пор ползучести под влиянием температурно-временных и силовых факторов, а также наличие в одном поле зрения микроскопа при 50 - 100-кратном увеличении более трех технологических (междендритных) микротрещин каждая протяженностью 0,5 мм и более;
е) требования к качеству сварных соединений центробежнолитых труб должны соответствовать пунктам 156 - 158 ФНП.
155. Требования к состоянию металла элементов питательных трубопроводов должны удовлетворять следующим условиям:
а) химический состав, механические свойства, макро- и микроструктура, а также геометрические характеристики элементов должны соответствовать требованиям технических условий на поставку;
б) утонение стенки прямых труб и гибов в нейтральных зонах не должно превышать 10% от номинальной толщины стенки элемента, а гибов в растянутой зоне (на наружном обводе) - 15%;
Для крутоизогнутых гибов допускается утонение стенки по наружному обводу до 20% от номинальной толщины.
При несоблюдении указанных требований по допустимому утонению стенки элементов их работоспособность должна быть подтверждена контрольным расчетом на прочность с уточнением ресурсных характеристик;
в) требования к качеству сварных соединений питательных трубопроводов по результатам неразрушающего контроля - согласно пунктам 156, 158 ФНП;
г) остальные требования по качеству металла питательных трубопроводов соответствуют требованиям для пароводоперепускных труб котлов (работающих при температуре до 450 °C) - пункт 151 ФНП.
Сварные соединения
156. Общие критерии качества металла сварных соединений
а) химический состав, геометрические размеры, технологические дефекты (поры, трещины от растрескиваний, вмятины, задиры на поверхности), а также содержание легирующих элементов в металле швов должны удовлетворять требованиям технических условий на поставку.
б) качество металла сварных соединений по результатам неразрушающего контроля должно соответствовать удовлетворительному уровню, означающему отсутствие выявляемых данным методом контроля дефектов, либо наличие дефектов, не выходящих за рамки браковочных критериев и не влияющих принципиально на эксплуатационную надежность сварного соединения;
в) качество и форма наружной поверхности сварных соединений по результатам визуально-измерительного контроля должны удовлетворять следующим требованиям:
допускаемая выпуклость (усиление) сварных швов должна находиться в пределах 0,5 - 3,0 мм при толщине стенки труб менее 10 мм; 0,5 - 3,5 мм при толщине стенки труб 10 - 20 мм; 0,5 - 4,0 мм при толщине стенки труб более 20 мм;
подрезы основного металла не более 0,2 мм;
отклонение от прямолинейности сварных стыков труб, измеряемое просветом между линейкой и трубой на расстоянии 200 мм от стыка, не должно быть более 3 мм;
западания (углубления) между валиками и чешуйчатость поверхности шва должны быть не более 1,0 мм при толщине стенки труб от 2 до 4 мм; 1,1 - 1,2 мм при толщине стенки труб от 4 до 6 мм; 1,3 - 1,5 мм при толщине стенки труб от 6 до 10 мм; 2,0 мм при толщине стенки труб более 10 мм;
допускаются одиночные сварочные дефекты согласно таблице IX.1;
не допускаются трещины любого размера и ориентации.
Допустимые размеры поверхностных дефектов (газовых пор,
шлаковых включений), выявляемые при ВИК, МПК (МПД) и ЦД
Таблица IX.1
Номинальная меньшая толщина трубного элемента в сварном соединении, мм |
Допустимый максимальный размер дефекта, мм |
Допустимое число дефектов на 100 мм длины шва, шт. |
От 2 до 3 включительно |
0,5 |
3 |
Свыше 3 до 4 включительно |
0,6 |
4 |
Свыше 4 до 5 включительно |
0,7 |
4 |
Свыше 5 до 6 включительно |
0,8 |
4 |
Свыше 6 до 8 включительно |
1,0 |
5 |
Свыше 8 до 10 включительно |
1,2 |
5 |
Свыше 10 до 15 включительно |
1,5 |
5 |
Свыше 15 до 20 включительно |
2,0 |
6 |
Свыше 20 до 40 включительно |
2,5 |
7 |
Свыше 40 |
2,5 |
8 |
157. Качество сварных соединений по результатам металлографического анализа должно удовлетворять следующим требованиям:
а) Для сварных соединений трубопроводов и коллекторов из углеродистой стали 20 и молибденовый стали (15М и 16М), работающих при температуре 390 °C и более (но не выше 450 °C), графитизация в зонах сварного соединения не должна превышать балла 2 по шкале графитизации (приложение N 1 к ФНП).
б) Для сварных соединений трубопроводов и коллекторов из сталей перлитного класса 12Х1МФ и 15Х1М1Ф, работающих при температуре 450 °C и выше, стадия микроповрежденности металла в ЗТВ соединений не должна превышать балл III согласно структурным шкалам микроповрежденности (приложение N 5 (для стали 12Х1МФ) и приложение N 6 (для стали 15Х1М1Ф) к ФНП).
в) Для сварных соединений трубопроводов и коллекторов из сталей мартенситного класса 10Х9МФБ (ДИ82) и Х10CrMoVNb9-1 (Р91) стадия микроповрежденности металла в ЗТВ соединений не должна превышать балл III согласно шкале микроповрежденности (приложение N 8 к ФНП).
г) Для разнородных сварных соединений трубопроводов и коллекторов из сталей перлитного и мартенситного классов микроповрежденность металла не должна превышать балла II согласно структурным шкалам микроповрежденности (приложение N 9 (хромистые сварочные материалы 10Х9М1Ф/CrMo91) и приложение N 10 (перлитные сварочные материалы 09Х1МФ) к ФНП).
158. Свойства металла сварных соединений трубопроводов и коллекторов должны соответствовать следующим требованиям
а) Твердость металла шва должна составлять:
- для соединений перлитных сталей (сварочный материал 09Х1МФ) в диапазоне 140 240 HB (до 250 HV);
- для соединений мартенситных сталей (в том числе разнородных с перлитными сталями) в диапазоне 225 280 HB.
б) Временное сопротивление разрыву при испытании на растяжение однородных сварных соединений должно быть не ниже минимального регламентированного значения этой характеристики для основного металла, а при испытании разнородных сварных соединений - не ниже минимального регламентированного значения временного сопротивления менее прочной из сваренных сталей.
в) Минимальное значение ударной вязкости на образцах с круглым надрезом ("Менаже") должно быть не менее 0,40 МДж/м2 (4,0 кгс·м/см2), а с острым надрезом - не менее 0,25 МДж/м2 (2,5 кгс·м/см2), независимо от класса свариваемых сталей.
IX. ПРОДЛЕНИЕ СРОКА СЛУЖБЫ ОБОРУДОВАНИЯ ПОСЛЕ ОТРАБОТКИ
НАЗНАЧЕННОГО РЕСУРСА (СРОКА СЛУЖБЫ)
Общие требования
159. Процедура технического диагностирования и продления назначенного ресурса (срока службы) оборудования проводится в объеме экспертизы промышленной безопасности согласно требованиям ФНП ЭПБ, и решение о продлении ресурса (срока службы) принимается на основании вывода экспертной организации о соответствии или несоответствии объекта экспертизы требованиям промышленной безопасности.
160. Техническое диагностирование и продление срока службы (ресурса) оборудования включает следующие мероприятия:
анализ технической, эксплуатационной документации и разработку при необходимости программ контроля на основании требований и положений главы VII ФНП;
проведение неразрушающего и разрушающего (при необходимости) контроля элементов оборудования;
анализ результатов неразрушающего контроля металла и сварных соединений и результатов исследования металла по данным разрушающего контроля;
расчет на прочность с оценкой остаточного ресурса и (или) остаточного срока службы или (и) при необходимости циклической долговечности;
обобщающий анализ результатов контроля, исследования металла и расчетов на прочность с оценкой на его основе текущего технического состояния оборудования и установлением нового назначенного (дополнительного назначенного) ресурса или срока службы.
При проведении ТД и ЭПБ допускается привлекать к работам по неразрушающему и (или) разрушающему контролю специалистов или (и) лаборатории, состоящих в штате или структуре эксплуатирующей организации, или владельца оборудования, при условии соответствия квалификационного уровня специалистов и лаборатории профилю выполняемых работ и виду оборудования.
161. Процедура продления срока эксплуатации оборудования после исчерпания назначенного ресурса (срока службы) в зависимости от фактического состояния металла может выполняться неоднократно, и при каждом очередном продлении будет устанавливаться новый дополнительно назначенный ресурс (срок службы) оборудования.
Возможность каждого последующего продления срока эксплуатации (корректировки ранее назначенного ресурса после его исчерпания), обуславливается уточнением (актуализацией) при текущем диагностировании всех основных факторов, определяющих надежность и безопасность данного оборудования.
162. Для технических устройств, в конструкции которых присутствуют элементы (группы элементов), имеющие назначенный ресурс (срок службы) меньше назначенного ресурса (срока службы) самого технического устройства, требуется проведение технического диагностирования и продление ресурса поэлементно (по этим группам элементов), по мере достижения ими своих назначенных ресурсов.
Данное положение распространяется также на ситуацию, когда срок продления ресурса указанных групп элементов не совпадает со сроком исчерпания техническим устройством исходного назначенного ресурса или назначенного ресурса, установленного экспертной организацией по результатам технического диагностирования (в рамках ЭПБ).
В указанных ситуациях по результатам технического диагностирования групп элементов оформляется акт в виде технического отчета (заключения), к разработке которого следует привлекать экспертную организацию.
163. При проведении технического диагностирования (и ЭПБ) технических устройств, в составе которых имеются элементы (группы элементов) с назначенным ресурсом (сроком службы), превышающим назначенный ресурс (срок службы) самого технического устройства, экспертная организация, осуществляющая ТД и ЭПБ, определяет необходимость и объем технического диагностирования указанных групп элементов на основе анализа их состояния и ресурсных характеристик с учетом объемов и результатов предшествующего эксплуатационного контроля данных элементов (если он проводился).
Данное положение для указанных элементов распространяется также на процедуру повторного продления срока эксплуатации технического устройства, если срок его очередного ТД и ЭПБ не совпадает со сроками поэлементного технического диагностирования.
164. Требования по необходимости выполнения разрушающего контроля, местам или (и) конкретным элементам отбора вырезок (спилов) и объему испытаний, включая перечень методов и определяемых характеристик (свойств) металла, представлены в типовых программах ТД (глава VII) и должны содержаться в индивидуальных программах технического диагностирования. Типовые программы представлены в главе VII ФНП, индивидуальные программы должны отвечать соответствующим требованиям указанной главы ФНП.
Разрушающий контроль (исследование металла на вырезках (спилах)), является обязательным при техническом диагностировании элементов из перлитных сталей, работающих в условиях ползучести, если для них ранее было проведено два или более продлений назначенного ресурса, либо их общая наработка достигла или превысила 400 тысяч часов (но исследования на вырезках не проводились). При этом объем испытаний должен быть достаточным для установления характеристик, необходимых для оценки остаточного ресурса диагностируемых элементов.
Необходимость повторного исследования металла на вырезках при последующих диагностированиях на дальнейших стадиях эксплуатации оборудования устанавливает экспертная организация, осуществляющая продление срока службы. Для принятия соответствующего решения следует привлекать специализированную научно-исследовательскую организацию.
165. Продление срока службы (установление нового назначенного (дополнительного) ресурса (срока службы)), технического устройства или групп элементов в его составе по результатам технического диагностирования (и ЭПБ) должно быть обосновано контрольным расчетом на прочность и расчетной оценкой остаточного ресурса по временной или циклической наработке. Установление нового назначенного (дополнительного) ресурса (срока службы) технического устройства осуществляется на основании результатов расчета ресурсных характеристик входящих в его состав основных ресурсолимитирующих элементов.
Расчет на прочность и оценку ресурса следует выполнять с учетом фактических данных по геометрическим параметрам, условиям эксплуатации, результатам контроля, в том числе разрушающего при его проведении, полученных в ходе технического диагностирования.
Для оборудования, работающего в условиях ползучести, расчет остаточного ресурса является обязательным. При этом учитываются фактические условия эксплуатации путем использования эквивалентных параметров эксплуатации и условной эквивалентной наработки, определяемых с помощью данных по среднегодовым параметрам эксплуатации и соответствующим наработкам за весь предшествующий срок службы.
166. Конкретный порядок и методику расчета оборудования на прочность, включая оценку несущей способности, ресурса, циклической (усталостной) долговечности, определяет экспертная организация, осуществляющая ТД и ЭПБ технического устройства, с учетом требований в этой части соответствующих НД и ФНП. Используемые в расчетах служебные свойства металла должны гарантировать надежную и безопасную работу оборудования на весь период планируемого срока продления эксплуатации.
Результаты расчета должны подтверждать, что при эксплуатации оборудования на установленных параметрах в течение всего периода продленного срока службы обеспечивается соблюдение запасов прочности, указанных в соответствующих ИД и в настоящей главе ФНП.
167. Если по условиям прочности или (и) результатам оценки остаточного ресурса для отдельных элементов или (и) узлов оборудования не выдерживаются регламентированные коэффициенты запаса прочности при на паспортных параметрах, продление срока службы такого оборудования допускается при условии установления обоснованных расчетом параметров и обязательного соблюдения требований ФНП, технической документации и НД, касающихся безопасной эксплуатации данного технического устройства. В случае обоснованной необходимости такое решение должно быть согласовано с заводом - изготовителем оборудования.
Эксплуатация оборудования при коэффициенте запаса прочности ниже нормативного значения может быть продолжена в течение ограниченного времени, если такое снижение находится в пределах допускаемого и ФНП уровня, в том числе при выполнении дополнительных условий (компенсирующих мероприятий): проведении расширенного дополнительного (промежуточного) контроля или/и применении специальных дополнительных средств диагностики, или/и определении фактических свойств металла на вырезках.
168. По результатам технического диагностирования и определения остаточного ресурса (срока службы) оборудования (технического устройства) оформляется заключение ЭПБ, в котором устанавливаются:
срок безопасной эксплуатации оборудования до очередного технического диагностирования или до вывода его из эксплуатации;
условия дальнейшей безопасной эксплуатации оборудования, включая разрешенные параметры и режимы работы, порядок проведения технического освидетельствования и поэлементного технического диагностирования в случаях, указанных в пунктах 162, 163 ФНП, на стадии эксплуатации оборудования в пределах установленного по результатам технического диагностирования и ЭПБ срока.
При установлении в заключении порядка проведения промежуточного поэлементного технического диагностирования в период продленного срока эксплуатации оборудования следует совмещать сроки поэлементного диагностирования с учетом пунктов 162, 163 ФНП, а также сроки эксплуатационного контроля элементов в этот период с назначенным сроком очередного ТД в рамках ЭПБ самого технического устройства, в составе которого эти элементы находятся.
Котлы
169. Для поверхностей нагрева котлов, работающих при 450 °C и выше, определяется по результатам текущего планового обследования ресурс дальнейшей эксплуатации и устанавливается срок очередного диагностирования.
Диагностирование, оценка состояния и определение срока эксплуатации до следующего (очередного) контроля состоят в следующем.
а) Должен быть выполнен комплекс мероприятий:
анализ данных по условиям эксплуатации и повреждаемости (наработка, количество пусков, водно-химический режим, вид топлива, температурный режим, количество отложений, количество и вид повреждений с привязкой к наработке на дату выявления повреждений);
неразрушающий контроль металла труб;
исследования состояния металла и оксидной пленки на вырезках;
определение по результатам исследований эквивалентной температуры эксплуатации для поверхностей нагрева из перлитной и аустенитной сталей;
расчетная или расчетно-экспериментальная оценка остаточного ресурса труб;
установление ресурса дальнейшей надежной и безопасной эксплуатации.
б) Исходными данными для оценки остаточного ресурса по критериям жаропрочности являются:
эквивалентная температура эксплуатации;
толщина стенки и скорость ее утонения (коррозионного износа);
характеристики длительной прочности металла труб данной микроструктуры.
в) Исследование оксидной пленки включает анализ структуры, характера и интенсивности коррозионных повреждений.
г) Для сталей перлитного класса на основании исследований микроструктуры металла, карбидного (фазового) анализа и оценки глубины коррозии определяют эквивалентную температуру за весь срок эксплуатации данной поверхности нагрева. Карбидный анализ заключается в определении содержания молибдена в карбидном осадке.
Эквивалентную температуру эксплуатации для труб из аустенитной стали определяют по количеству -фазы. Если содержание
-фазы составляет менее 1%, эквивалентную температуру определяют по количеству карбидов по границам зерен.
д) В зависимости от фактического состояния микроструктуры металла устанавливается уровень жаропрочных свойств стали по отношению к соответствующему уровню в исходном состоянии, а затем с использованием этих данных и рассчитанных приведенных напряжений, а также с учетом эквивалентной температуры эксплуатации определяется остаточный ресурс поверхности нагрева.
Назначаемый по результатам диагностирования ресурс (срок продления эксплуатации) поверхности нагрева до следующего обследования, не должен превышать 50 тысяч часов.
170. Диагностирование и продление ресурса (срока службы) коллекторов по достижении назначенного ресурса может выполняться как для одной или нескольких групп одноименных коллекторов, так и в комплексном порядке в рамках продления срока службы котла в целом как единого технического устройства.
Общий алгоритм диагностирования и продления срока службы коллекторов включает ряд этапов:
а) основными мероприятиями в рамках процедуры продления ресурса (срока службы) коллекторов являются:
анализ режимов (параметров) эксплуатации котла и результатов контроля металла коллекторов за весь предшествующий период работы;
анализ результатов неразрушающего контроля и металлографического анализа состояния металла по данным текущего обследования;
определение эквивалентной температуры эксплуатации и эквивалентной наработки по параметрам на выходе из котла;
контрольный расчет на прочность с оценкой остаточного ресурса коллекторов;
обобщающий анализ результатов обследования и установление дополнительного назначенного ресурса (срока службы) коллекторов котла;
б) определяют эквивалентную температуру пара за котлом (по каждому контуру) по среднегодовым данным фактической температуры и соответствующим каждому году наработкам с использованием соотношений жаропрочности материала.
Определение эквивалентной температуры (Tэкв) осуществляется согласно указаниям подпункта "б" пункта 178 ФНП для паропроводов.
Полученные значения эквивалентной температуры пара за котлом по контурам высокого и среднего давления принимаются в качестве эквивалентных температур эксплуатации для выходных коллекторов последних ступеней перегрева по свежему пару и пару промперегрева соответственно.
В рамках данного подхода для выходных коллекторов последних ступеней перегрева определяют эквивалентную наработку по среднегодовым температурам за котлом и соответствующим годовым наработкам, приведенную к расчетной температуре, согласно алгоритму, изложенному в подпункте "а" пункта 178 ФНП.
в) выполняется расчет на прочность с оценкой ресурса по схеме:
определяют приведенные напряжения в коллекторе с учетом фактической толщины стенки (Sf) по результатам УЗТ, в качестве Sf принимается минимальная величина из всех контрольных замеров. Если минимальная фактическая толщина стенки Sf превышает номинальную толщину, то в качестве Sf принимают номинальную толщину стенки и расчет ведется с учетом только эксплуатационной компенсирующей прибавки;
расчетный коэффициент прочности коллектора () при вычислении приведенных напряжений принимают равным минимальному из следующих значений:
минимального значения из коэффициентов прочности, вычисленных для каждой системы отверстий ();
значения коэффициента прочности штуцерных сварных соединений ();
Допускается учитывать усиление отверстия штуцером при условии, что соединение штуцера с корпусом коллектора выполнено с полным проплавлением стенки.
Ресурс коллектора определяют путем сопоставления приведенного напряжения с допускаемыми напряжениями при расчетной температуре, соответствующими по ресурсной базе двум опорным точкам, одной из которых отвечает допускаемое напряжение, меньше рассчитанного приведенного, а другой - больше рассчитанного приведенного напряжения. Искомая точка, соответствующая рассчитываемому ресурсу, определяется методами логарифмической или линейной интерполяции. Экстраполяция допускаемых напряжений разрешается не более чем на 25 тысяч часов.
г) Остаточный ресурс дальнейшей эксплуатации выходных коллекторов последних ступеней перегрева при продлении срока службы на расчетных параметрах определяется выражением:
где - остаточный ресурс при расчетной температуре;
- полный (индивидуальный) ресурс коллектора при расчетной температуре;
- эквивалентная наработка данной группы коллекторов, приведенная к расчетной температуре.
д) Остаточный ресурс () входных и выходных коллекторов на промежуточных ступенях перегрева котла при продлении срока службы на расчетных параметрах определяется как разница между полным (индивидуальным) ресурсом при расчетной температуре (
) и фактической наработкой на период диагностирования
:
Если эквивалентная температура на выходе из котла по какому-либо из контуров превышает расчетную температуру и соответственно эквивалентная наработка (приведенная к расчетной температуре) превышает фактическую наработку, следует остаточный ресурс коллекторов на промежуточных ступенях перегрева данного контура при продлении срока службы на расчетных параметрах определять по соотношению:
е) Расчеты выполняют при нормативном коэффициенте запаса прочности, равном 1,5.
В обоснованных случаях допускается снижение коэффициента запаса прочности до 1,4.
ж) Условием продления срока эксплуатации коллекторов является отсутствие в металле и сварных соединениях недопустимых дефектов и недопустимой микроповрежденности структуры (согласно пункту 149 ФНП), а также соблюдение условий прочности на планируемый срок продления. Допуск коллекторов в дальнейшую эксплуатацию при пониженном (не более чем до 1,4) коэффициенте запаса прочности разрешается не более чем на 30 тысяч часов.
з) Отработавшие назначенный или дополнительно назначенный ресурс коллекторы могут быть допущены к дальнейшей эксплуатации при расчетных параметрах на срок не более 50 тысяч часов.
В отдельных обоснованных случаях допускается продление эксплуатации коллекторов после отработки назначенного ресурса на срок более 50 тысяч часов.
171. Для пароперепускных трубопроводов котла порядок продления срока службы после отработки назначенного ресурса соответствует аналогичной процедуре продления срока службы для станционных паропроводов с учетом следующих особенностей:
а) эквивалентная температура за котлом и соответствующая эквивалентная наработка (приведенная к расчетной температуре) применимы впрямую только для участков парового тракта за выходными коллекторами последних ступеней перегрева. Определение эквивалентной температуры за котлом и соответствующей эквивалентной наработки выполняют согласно пункту 178 ФНП.
б) расчет ресурса гибов пароперепускных труб котла следует выполнять в соответствии с пунктами 176, 177, 179 ФНП, продление ресурса пароперепускных труб следует осуществлять на расчетные параметры котла.
в) остаточный ресурс дальнейшей эксплуатации гибов труб на промежуточных ступенях перегрева (перепусках) котла при продлении срока службы на расчетных параметрах следует определять по формуле (8) - подпункт "д" пункта 170 ФНП.
Если эквивалентная температура на выходе из котла превышает расчетную температуру и соответственно эквивалентная наработка превышает фактическую наработку, остаточный ресурс гибов труб на промежуточных перепусках при продлении срока службы на расчетных параметрах определяется по формуле (9) - подпункт "д" пункта 170 ФНП.
г) остаточный ресурс дальнейшей эксплуатации пароперепускных труб на участках парового тракта котла за выходными коллекторами последних ступеней перегрева при продлении срока службы на расчетных параметрах определяют по формуле (7) - подпункт "г" пункта 170 ФНП.
172. Продление ресурса (срока службы) литых деталей с DN100 и более должно проводиться при выполнении следующих основных требований.
а) Процедура диагностирования и продления ресурса литых деталей включает:
анализ режимов эксплуатации котла и результатов контроля, а также ремонта литых деталей за весь предшествующий период работы;
анализ результатов неразрушающего контроля и исследований состояния металла (если последние проводились) по данным текущего обследования;
определение эквивалентной температуры эксплуатации и эквивалентной наработки по температуре перегретого пара - на выходе из котла;
контрольный расчет на прочность с оценкой индивидуального ресурса деталей;
обобщающий анализ результатов обследования и установление дополнительного назначенного ресурса литых деталей котла.
Необходимость отбора проб из литых деталей для проведения металлографического анализа, включая микроповрежденность металла, определяет экспертная организация, выполняющая ЭПБ.
б) Эквивалентную температуру за котлом и соответствующую эквивалентную наработку определяют в соответствии с пунктом 178 ФНП. Эти характеристики применимы только для деталей, расположенных за выходными коллекторами последних ступеней перегрева.
в) Величину расчетного индивидуального ресурса определяют путем сопоставления приведенного напряжения с допускаемыми напряжениями при расчетной температуре, соответствующими двум смежным (кратным 105 ч) значениям ресурса, одному из которых отвечает допускаемое напряжение, меньшее рассчитанного приведенного напряжения, а другому - большее. При этом допускается использовать принцип линейной интерполяции. Экстраполяция допускаемых напряжений разрешается не более чем на 30 тысяч часов.
г) При определении допускаемых напряжений при расчетной температуре и заданных величинах ресурса по известным их значениям для деформированного металла: катаного, кованого, штампованного - требуется умножать указанные значения допускаемых напряжений на коэффициент 0,75.
д) Если литая деталь подвергалась ремонту с выборкой дефектного металла или с выборкой и последующей ее заваркой, в расчетах следует учитывать данный фактор. Наличие выборки учитывают местным ослаблением (уменьшением) расчетного сечения и при необходимости учетом концентрации напряжений. Ремонтная заварка учитывается введением в расчетные формулы коэффициента снижения прочности , величина которого зависит от технологии (условий) ремонтной заварки, температуры эксплуатации и фактической наработки изделия.
Ремонтные заварки на литых коленах не допускаются.
е) Остаточный ресурс дальнейшей эксплуатации литых деталей, расположенных на промежуточных участках парового тракта котла, при продлении срока службы на расчетные параметры определяют по формуле (8) в соответствии с подпунктом "д" пункта 170 ФНП.
Остаточный ресурс дальнейшей эксплуатации литых деталей, расположенных на участках парового тракта котла за выходными коллекторами последних ступеней перегрева, при продлении срока службы на расчетные параметры определяют по формуле (7), указанной в подпункте "г" пункта 170 ФНП.
ж) Отработавшие назначенный или дополнительно назначенный срок (ресурс) литые детали могут быть допущены к дальнейшей эксплуатации на основании удовлетворительных результатов контроля и расчетов на прочность при расчетных параметрах на срок не более 50 тысяч часов.
В отдельных обоснованных случаях допускается продление срока эксплуатации литых деталей после отработки назначенного ресурса на срок более 50 тысяч часов.
Если по результатам расчетов на прочность нормативный коэффициент запаса прочности на планируемый срок продления эксплуатации деталей не соблюдается, допускается продление этих деталей на ограниченный срок при пониженном коэффициенте запаса прочности при условии отсутствия недопустимых дефектов в металле по результатам контроля. В этих случаях коэффициент запаса прочности на конец планируемого срока продления эксплуатации должен быть не ниже 1,35, а собственно срок продления службы изделия не должен превышать 30 тысяч часов.
173. Барабаны котлов после отработки назначенного (дополнительно назначенного) ресурса допускаются в дальнейшую эксплуатацию при условии выполнения следующих требований по оценке их состояния и работоспособности.
а) Техническое состояние барабана определяется на основании результатов диагностирования, включающего:
анализ технической и эксплуатационной документации;
неразрушающий контроль металла элементов и при необходимости исследования металла на вырезке;
анализ результатов контроля и исследований;
контрольный расчет на прочность и расчет циклической прочности (долговечности).
б) Неразрушающий контроль металла барабана проводится по типовой программе, представленной в пункте 136 ФНП, или по индивидуальной программе, разработанной на ее основе.
Необходимость проведения исследований металла на вырезке (пробке) из барабана устанавливает экспертная организация, выполняющая ЭПБ.
Основанием для таких исследований являются:
интенсивная повреждаемость металла по значительной площади поверхности в виде трещин и трещиноподобных дефектов;
отклонения твердости металла от установленных норм (подпункт "г" пункта 152 ФНП);
расслоения металла в листах обечаек или (и) днищ на существенной их площади;
иные причины, обуславливающие необходимость или целесообразность проведения исследований металла на вырезке.
в) Требования по отбору (вырезке) пробы металла (пробки) из барабана изложены в пункте 82 ФНП. Выбор места вырезки пробки осуществляется экспертным путем на основе анализа комплекса факторов:
сертификатных данных;
результатов предыдущих контролей металла барабана, включая измерения твердости;
динамики повреждаемости; геометрических характеристик элементов с учетом расположения сварных швов, отверстий и внутрибарабанных устройств.
Вырезанное под пробу отверстие в барабане не должно понижать его коэффициент прочности относительно проектной величины.
Изготовление из пробки образцов для проведения исследований осуществляется согласно пункту 87 ФНП.
г) Исследования металла барабана на вырезке включают:
определение химического состава;
металлографическое исследование, включая анализ микроструктуры и оценку загрязненности неметаллическими включениями;
определение твердости по толщине стенки барабана;
механические испытания с определением прочностных и пластических свойств металла при комнатной и рабочей температурах;
испытания на ударную вязкость;
определение критической температуры хрупкости металла.
Металлографическое исследование проводится по всей толщине стенки барабана (по всей высоте пробки). Для этих целей используется обрезок от края пробки, не задействованный для изготовления темплетов образцов на механические испытания.
д) Герметичность барабана после вырезки пробки восстанавливается заглушающим штуцером с донышком, устанавливаемым внутрь барабана для предотвращения образования в нем застойной зоны. Если пробка вырезается из верхней части обечайки барабана, допускается заглушающий штуцер устанавливать с наружной стороны барабана.
Конструкция и размеры штуцера с донышком обосновываются расчетом на прочность.
Технология вварки штуцера с заглушкой должна предусматривать полное проплавление стенки штуцера.
е) Контрольный расчет на статическую прочность барабана проводится в соответствии с требованиями НД с учетом фактических данных по геометрическим параметрам элементов (взаимному расположению сварных швов, систем отверстий, толщины стенки), условиям эксплуатации и результатам контроля и исследований металла (при наличии последних).
Обязательному расчету на прочность подлежат барабаны, подвергнутые ремонту: выборкам дефектных участков или выборкам с последующей заваркой.
ж) Для подтверждения возможности дальнейшей эксплуатации барабана после отработки назначенного ресурса выполняется расчет на циклическую прочность (долговечность) по критериям малоцикловой усталости металла с учетом воздействия коррозионного фактора.
з) Возможность, срок и условия продления эксплуатации барабана сверх назначенного (дополнительно назначенного) ресурса устанавливаются на основании результатов технического диагностирования, контрольных расчетов на статическую прочность, расчетов циклического ресурса и гидравлического испытания барабана.
и) При невыполнении условий циклической прочности по результатам расчета на малоцикловую усталость, барабан может быть допущен в дальнейшую эксплуатацию на ограниченный срок при условии реализации дополнительных (компенсирующих) мероприятий по контролю металла или снижению напряжений в барабане за счет ужесточения требований по ведению режимов (стационарных и нестационарных) работы котла.
к) Отработавший назначенный (или дополнительно назначенный) ресурс барабан может быть допущен к дальнейшей эксплуатации на срок не более 50 тысяч часов на основании положительных результатов контроля, исследований металла (если они проводились) и расчетов на прочность при соблюдении установленных требований НД, технической и эксплуатационной документации.
В отдельных обоснованных расчетами случаях допускается продление срока службы барабана после отработки назначенного ресурса (при первичном продлении) на срок более 50 тысяч часов.
Если по результатам оценки циклической долговечности барабана накопленная усталостная поврежденность металла превышает 0,8 (но составляет менее 1), срок продления эксплуатации барабана не должен превышать 30 тысяч часов.
Станционные паропроводы, пароперепускные трубопроводы
турбин и котлов
174. К основным элементам, входящим в состав паропроводов, относятся прямые трубы, гнутые отводы, штампованные и штампосварные колена, штампованные тройники, литые детали, сварные соединения (в том числе тройники), переходы.
Наиболее ответственными элементами, лимитирующими ресурс паропровода как цельного технического устройства, являются гнутые отводы (гибы) и штампосварные колена.
175. Процедура технического диагностирования и продления ресурса паропровода включает следующие мероприятия:
анализ технической документации;
контроль неразрушающими методами;
ревизия паропроводной и опорно-подвесной системы (ОПС);
анализ структуры и микроповрежденности металла непосредственно на элементах, без вырезки (реплика, портативный микроскоп, скол, срез);
исследования состава, структуры, свойств и микроповрежденности металла на вырезках (в необходимых случаях, оговоренных в ФНП);
контрольный расчет на прочность и оценка остаточного ресурса с учетом фактических данных по условиям эксплуатации, результатам контроля и исследований;
обобщающий анализ результатов комплексного обследования;
выпуск заключения ЭПБ.
Возможность продления срока эксплуатации паропровода сверх назначенного ресурса основывается на положительных результатах обследования (неразрушающего контроля, лабораторных исследований) и расчетных оценок остаточного ресурса.
176. Ресурсные характеристики основных элементов паропроводов определяют расчетным путем: вычисляют приведенные напряжения в элементе нормативными методами, определяют эквивалентные параметры за весь предшествующий срок эксплуатации и с использованием этих данных рассчитывают по критериальным показателям длительной прочности стали индивидуальный и остаточный ресурс на заданные параметры.
В качестве основного расчетного режима рассматривается режим с рабочей (квазистационарной) нагрузкой.
Расчет с учетом циклической составляющей нагружения по критерию предельной суммарной накопленной поврежденности от действия статических и циклических напряжений проводится в случаях, если общее количество полных циклов нагружения (пусков-остановов паропровода из холодного состояния) превысит 1000 на время исчерпания ресурса).
К пуску из холодного состояния следует относить пуск паропровода, если перед его началом температура металла составляет не более 150 °C.
177. Расчет приведенных напряжений в элементах паропроводов выполняют нормативными методами с учетом следующих требований:
а) В гнутых отводах (гибах) приведенные напряжения рассчитывают для растянутой зоны (наружного обвода) гиба; в штампованных и литых коленах - для растянутой и сжатой зон (наружный и внутренний обводы).
Для штампосварных колен расчетная зона определяется расположением продольных сварных швов (приведенные напряжения рассчитывают либо для растянутой и сжатой зон, либо для нейтральной зоны).
б) При определении коэффициентов формы гибов для расчета приведенных напряжений используют максимальное значение овальности по результатам измерений, но не менее 6%.
Для штампованных, литых и штампосварных колен овальность принимают равной 2%.
в) В расчетах используют минимальную фактическую толщину стенки Sf по результатам УЗТ. Если Sf превышает номинальную толщину стенки элемента, расчет ведется по номинальной толщине стенки с учетом только эксплуатационной компенсирующей прибавки.
г) При вычислении приведенных напряжений в сварных тройниках расчетный коэффициент прочности принимают равным минимальному значению из коэффициента прочности за счет ослабления детали отверстием
(с учетом укрепления) и коэффициента прочности штуцерного сварного соединения
:
д) Коэффициент прочности продольных сварных соединений штампосварных колен и штуцерных сварных соединений тройников принимают равным:
при расчетной температуре до 530 °C - не более 0,8;
при расчетной температуре 530 °C и выше - не более 0,7, а для сталей 15Х1М1Ф, 10Х9МФБ и Х10CrMoVNb9-1 - не более 0,65.
е) Для стыковых сварных соединений ресурсоопределяющими являются эквивалентные напряжения, расчет которых выполняют с учетом совместного действия полного комплекса нагружающих факторов, включая весовые нагрузки и усилия от компенсации тепловых перемещений.
В качестве расчетного эквивалентного напряжения для последующего определения индивидуального или остаточного ресурса сварных соединений принимают его значение, соответствующее наиболее напряженному сечению.
178. Эквивалентные параметры эксплуатации и эквивалентную наработку паропровода определяют с использованием станционных данных по среднегодовым температурам и давлениям и соответствующим фактическим наработкам по каждому календарному году за весь срок эксплуатации согласно следующему порядку.
а) Расчет эквивалентных температуры и наработки построен на известном параметрическом уравнении жаропрочности.
Эквивалентная наработка определяется по формуле:
где - эквивалентная наработка, приведенная к температуре Tпр (условная наработка, соответствующая фактическому исчерпанию ресурса металла паропровода за счет ползучести при заданной постоянной температуре Tпр). В качестве таковой температуры (Tпр) принимают расчетную температуру Tр;
Ti и - среднегодовая температура в текущем году и соответствующая данному году наработка;
n - количество лет работы паропровода.
В приведенном выражении, а также в последующих формулах температура T принимается в К.
б) Эквивалентная температура Tэкв эксплуатации определяется численным методом из соотношения:
где - фактическая наработка паропровода на фиксированный момент времени (время обследования):
Уравнение (11) решается относительно неизвестной величины Tэкв численно методом последовательных приближений. В качестве первой итерации следует использовать значение температуры
Допускается считать достаточной точность вычислений 0,2 °C.
в) Эквивалентное давление рассчитывается по формуле:
где: pэ - эквивалентное давление за весь расчетный срок службы ;
pi и - среднегодовое давление в текущем году и соответствующая данному году наработка;
n - количество лет работы паропровода за расчетный период;
m - показатель степени в уравнении длительной прочности.
Показатель m в уравнении длительной прочности принимают согласно справочным данным.
Допускается принимать следующие значения показателя m:
для стали марок 12МХ и 15ХМ:
m = 10,0 - при T 500 °C;
m = 8,0 - при T 510 °C
для стали марок 12Х1МФ и 15Х1М1Ф:
m = 10,0 - при T 520 °C;
m = 8,0 - при T = 540 °C;
m = 6,0 - при T = 570 °C.
Для промежуточных температур значения показателя m допускается вычислять линейной интерполяцией между двумя опорными точками, ограничивающими с разных сторон значение расчетной температуры.
Допускается в качестве расчетного значения температуры за весь срок эксплуатации паропровода при определении показателя m принимать величину эквивалентной температуры Tэкв при условии, что |Tэкв - Ti| 20 °C для всех значений i.
Для хромистых сталей следует до получения достоверных данных по величине показателя m принимать в качестве эквивалентного давления его среднеарифметическое значение, полученное усреднением среднегодовых давлений за весь предшествующий срок эксплуатации.
Эквивалентное давление следует использовать при определении приведенных напряжений для последующей оценки ресурсных показателей за предшествующий период эксплуатации паропровода (за время ).
179. Величину индивидуального или остаточного ресурса для металла труб и гибов определяется из следующего соотношения гарантированных характеристик длительной прочности, представляющего собой преобразованное параметрическое уравнение:
где - индивидуальный ресурс,
T - используемая в расчете температура, К;
n - коэффициент запаса прочности;
- приведенное напряжение, МПа;
a - постоянная, зависящая от марки стали.
Постоянная a для паропроводных марок стали перлитного класса принимается равной:
для стали 12МХ - 25,0;
для стали 15ХМ - 25,0;
для стали 12Х1МФ - 24,88;
для стали 15Х1М1Ф - 25,2.
Коэффициенты Ai полинома шестой степени в соотношении (13) для паропроводных сталей перлитного класса приведены в нижеследующей таблице X.1.
Таблица X.1
Марка стали |
A0 |
A1 |
A2 |
A3 |
A4 |
A5 |
A6 |
12МХ |
20750 |
-225,338 |
5,666 |
0,984 |
-0,173 |
0,01 |
-0,000212 |
15ХМ |
21130 |
-173,562 |
-49,28 |
10,891 |
-0,892 |
0,033 |
-0,000465 |
12Х1МФ |
22810,76 |
-730,70 |
89,186 |
-7,654 |
0,3316 |
-0,00556 |
0,0 |
15Х1М1Ф |
24099,54 |
-774,70 |
79,73 |
-6,739 |
0,3162 |
-0,00588 |
0,0 |
Коэффициент запаса прочности при расчете принимается равным 1,5 (n = 1,5). При наличии фактических данных по характеристикам длительной прочности металла паропровода на время отработки им назначенного или дополнительно назначенного ресурса допускается принимать значение коэффициента запаса прочности ниже 1,5, но в любом случае оно должно быть не менее 1,3.
180. Ресурс (индивидуальный или остаточный) для металла фасонных элементов паропровода (за исключением гнутых отводов) определяют путем сопоставительного анализа методом интерполяции приведенных напряжений с известными допускаемыми напряжениями при расчетной температуре в двух смежных опорных точках, соответствующих ресурсных базам, для одной из которых допускаемое напряжение выше, а для другой ниже приведенного напряжения (подпункт "в" пункта 170 и подпункт "в" пункта 172). В качестве основного применяется метод логарифмической интерполяции, допускается использовать экстраполяцию допускаемых напряжений на ресурс не более 25 тысяч часов.
Допускается определять ресурс штампованных и штампосварных колен по уравнению (13) с учетом коэффициентов прочности сварных соединений для штампосварных колен согласно подпункту "д" пункта 177 ФНП.
181. Коэффициенты прочности стыковых сварных соединений принимают согласно требованиям НД или по результатам испытаний образцов металла на вырезках из сварных соединений. При этом используемые в расчетах коэффициенты прочности сварных соединений не должны превышать:
для расчетной температуры до 530 °C величины 0,8;
для расчетной температуры 530 °C и выше величины 0,7 для сталей перлитного класса и 0,65 для хромистых сталей мартенситного класса.
Для разнородных сварных соединений элементов из сталей перлитного и мартенситного классов коэффициент прочности не должен превышать 0,6 независимо от температуры эксплуатации.
182. При определении ресурсных характеристик элементов паропровода с использованием расчетных приведенных напряжений коэффициент запаса прочности принимается равным нормативному значению 1,5. В случае принятия пониженных коэффициентов запаса прочности при наличии удовлетворительных данных по длительной прочности металла, полученных в результате соответствующих испытаний на вырезках, они должны быть не менее следующих значений:
1,30 - для паропроводов из перлитных сталей с давлением пара до 14,0 МПа, за исключением паропроводов горячего промперегрева;
1,35 - для паропроводов из перлитных сталей энергоблоков СКД и всех паропроводов горячего промперегрева из перлитных сталей;
1,45 - для паропроводов из хромистых сталей мартенситного класса.
При расчете ресурсных характеристик штампосварных колен снижение коэффициента запаса прочности относительно нормативного значения не допускается.
183. Расчет остаточного ресурса элементов паропровода при продлении срока службы проводится следующим образом.
а) Продление ресурса выполняется на расчетные параметры эксплуатации следующими способами:
1) Определяют эквивалентную наработку по подпункту "а" пункта 178 ФНП при приведенной температуре, равной расчетной температуре: Tпр = Tр.
Определяют индивидуальный ресурс () при работе на расчетной температуре и расчетном давлении по соотношению (13) или согласно пункту 180 ФНП.
Остаточный ресурс () при последующей эксплуатации на расчетных параметрах определяется в соответствии с формулой (7):
2) Определяют эквивалентную температуру (Tэкв) и эквивалентное давление (pэ) за предшествующий срок эксплуатации () по подпунктам "б", "в" пункта 178 ФНП.
Определяют индивидуальный ресурс для условий работы при эквивалентных температуре и давлении () по уравнению (13) или согласно пункту 180 ФНП.
Определяют степень выработки ресурса металла (D) за фактическое время работы () по соотношению:
Определяют индивидуальный ресурс () при работе на расчетных параметрах (по уравнению (13) или согласно пункту 180 ФНП).
Остаточный ресурс при последующей эксплуатации на расчетных параметрах () определяется выражением:
б) Продление ресурса выполняется на эквивалентные (или весьма близкие к ним) параметры эксплуатации.
Определяют эквивалентную температуру и эквивалентное давление за предшествующий срок эксплуатации по подпунктам "б", "в" пункта 178 ФНП.
Определяют индивидуальный ресурс при работе на эквивалентных параметрах () по соотношению (13) или согласно пункту 180 ФНП.
Остаточный ресурс при последующей эксплуатации на эквивалентных параметрах () определяется:
в) Продление ресурса осуществляется на разрешенные (установленные) параметры, отличные от расчетных и эквивалентных параметров.
Для этого расчетного случая определение остаточного ресурса выполняется аналогично ранее указанному в подпункте "а" настоящего пункта ФНП, с учетом следующих изменений:
1) Эквивалентная наработка () рассчитывается для приведенной температуры Tпр, равной установленной (разрешенной) температуре Tу: Tпр = Tу;
Индивидуальный ресурс () рассчитывается для установленной температуры и установленного давления;
Остаточный ресурс () при последующей эксплуатации на установленных параметрах составляет:
2) Этапы расчета вплоть до определения параметра степени выработки ресурса (D) включительно остаются без изменений: ;
Рассчитывается индивидуальный ресурс для установленных параметров эксплуатации (см. выше);
Остаточный ресурс () при последующей работе на установленных параметрах составляет:
г) Следует при определении остаточного ресурса на расчетные и установленные параметры дальнейшей эксплуатации применять оба приведенные выше варианта расчета.
Решение о назначении ресурса продления эксплуатации паропровода принимается с учетом результатов расчета по обоим вариантам и данных по фактическому состоянию металла согласно результатам технического диагностирования.
184. Продление срока службы паропровода после отработки назначенного (дополнительно назначенного) ресурса, основанное на положительных результатах технического диагностирования и расчетных оценок остаточного ресурса, должно обеспечить безопасность его дальнейшей эксплуатации в течение установленного срока продления с учетом следующих положений:
а) Если по условиям прочности или (и) результатам оценки остаточного ресурса для отдельных элементов паропровода не выдерживаются регламентированные ФНП коэффициенты запаса прочности при продлении эксплуатации на расчетных параметрах пара, допускается выполнять продление ресурса паропровода на пониженных параметрах.
При этом основанием для снижения параметров являются результаты расчета на прочность от внутреннего давления и соответствующего расчета ресурса. При невыполнении условий прочности по результатам поверочного расчета на весовые нагрузки и самокомпенсацию паропровода должны быть проведены мероприятия по снижению эквивалентных напряжений в паропроводе до допустимого уровня путем наладки системы креплений с устранением выявленных при ревизии дефектов.
В случае невозможности выполнения необходимых мероприятий в текущий ремонт, при котором осуществляется обследование, они могут быть перенесены на срок не более 25 тысяч часов при условии дополнительного контроля сварных соединений и гибов с наибольшими эквивалентными напряжениями по результатам вышеуказанного поверочного расчета.
б) При отклонениях трассы паропровода или выявленных нарушениях в его опорно-подвесной системе по отношению к проекту и исполнительной схеме необходим поверочный расчет на прочность и самокомпенсацию паропроводной системы, по результатам которого формируются конкретные рекомендации по исправлению выявленных дефектов и отклонений и переналадке опорно-подвесной системы.
Для указанных случаев приведение трассы паропровода в проектное состояние без поверочных расчетов на прочность и самокомпенсацию и без переналадки ОПС является недопустимым.
в) Отработавший назначенный или дополнительно назначенный ресурс паропровод может быть допущен к дальнейшей эксплуатации при расчетных или пониженных параметрах на срок не более 50 тысяч часов на основании положительных результатов контроля, исследований состояния металла и расчетных оценок ресурса при соблюдении установленных требований НД, технической и эксплуатационной документации.
В отдельных обоснованных случаях допускается продление эксплуатации паропровода после отработки назначенного ресурса (первичное продление) на срок более 50 тысяч часов.
г) Продление срока эксплуатации паропровода на основании результатов ТД и расчетов ресурса следует оформлять на весь паропровод в целом, а не на отдельные его элементы или блоки. Назначение разных величин остаточного ресурса индивидуально для каждого элемента (или групп элементов) паропровода при продлении его эксплуатации не следует.
При необходимости по результатам эксплуатационного контроля и анализа условий эксплуатации допускается назначать для отдельных групп элементов паропровода промежуточный контроль, включая анализ микроповрежденности металла, до выработки паропроводом установленного остаточного ресурса.
185. Продление срока службы паропроводов горячего промперегрева из ЦБЛ труб стали 15Х1М1Ф осуществляется следующим образом.
а) Определение технического состояния и остаточного ресурса ЦБЛ труб требует выполнить ряд обязательных мероприятий:
анализ технической документации;
контроль неразрушающими методами;
исследования состава, структуры, свойств и микроповрежденности металла и сварных соединений трубопровода;
контрольный расчет на прочность с оценкой индивидуального (остаточного) ресурса с учетом фактических данных по условиям эксплуатации, результатам контроля и исследований;
обобщающий анализ результатов обследования с выпуском заключения.
б) Исследование состояния металла ЦБЛ труб включает анализ:
- макроструктуры в сравнении с требованиями технических условий;
- микроструктуры в сопоставлении со шкалой ликвационных микроструктур металла ЦБЛ труб (приложение N 11 к ФНП);
- микроповрежденности металла с определением объемной доли пор на участках с максимальным их сосредоточением. Результаты анализа микроповрежденности металла оценивают в соответствии со шкалой микроповрежденности стали 15Х1М1Ф ЦБЛ труб (приложение N 4 к ФНП).
в) Расчет эквивалентной температуры и эквивалентной наработки паропровода следует выполнять в соответствии с пунктом 178 ФНП.
г) Расчетная оценка индивидуального (остаточного) ресурса ЦБЛ труб выполняется путем определения приведенных напряжений от внутреннего давления и последующего установления по ним величины ресурса с учетом изменения характеристик длительной прочности металла в процессе эксплуатации, определяемого по результатам анализа фактического структурного состояния металла. Если исследования металла включали определение характеристик жаропрочности (длительной прочности), оценку остаточного ресурса следует проводить по фактическим жаропрочным свойствам металла с использованием нормативного коэффициента запаса прочности.
д) Расчетную оценку остаточного ресурса сварных соединений ЦБЛ труб выполняют путем сопоставления максимальных эквивалентных напряжений (взятых из проектного или иного поверочного расчета паропровода на прочность и самокомпенсацию) с принятым в расчете допускаемым напряжением стали для расчетной температуры и прогнозируемого ресурса. Коэффициент прочности сварного соединения устанавливается по результатам исследований сварного соединения на вырезке (в том числе с учетом имеющегося банка данных), но принимается равным не более 0,7.
Следует использовать допускаемые напряжения, установленные по результатам прямых жаропрочных испытаний сварных соединений на вырезках. При этом следует использовать нормативный коэффициент запаса прочности.
Станционные питательные трубопроводы
186. Основными элементами питательных трубопроводов, оказывающими влияние на величину назначенного срока службы, являются: прямые трубы; гнутые, штампованные (штампосварные) колена; штампованные тройники и переходы; литые детали (колена, тройники, корпуса арматуры, переходы); сварные соединения.
187. Продление срока эксплуатации питательных трубопроводов сверх назначенного срока службы выполняется по следующему алгоритму:
анализ режимов эксплуатации и результатов контроля трубопровода за весь предшествующий период работы;
анализ результатов неразрушающего контроля и исследований состояния металла (если последние проводились) по данным текущего обследования (диагностирования);
контрольный расчет на прочность с оценкой дальнейшей работоспособности основных элементов трубопровода;
расчет циклической долговечности гибов трубопровода - при необходимости;
обобщающий анализ результатов обследования с оценкой общего технического состояния трубопровода и установление дополнительно назначенного срока службы.
188. Анализ технической и эксплуатационной документации проводится для установления конструктивных особенностей исполнительной схемы трубопровода, уточнения номенклатуры и материалов (а также технологии) изготовления основных элементов, выявления режимов работы трубопровода и водно-химического режима станции, а также для оценки повреждаемости металла по результатам эксплуатационного контроля.
189. Неразрушающий контроль питательных трубопроводов (включая методы, объемы и зоны контроля, после выработки назначенного срока службы) проводится согласно пункту 147 ФНП (таблица VIII.9).
Необходимость проведения исследований состояния металла на вырезках определяется экспертной организацией и может быть вызвана повышенной повреждаемостью металла.
190. Контрольный расчет на прочность с оценкой несущей способности элементов трубопровода выполняют в соответствии с положениями НД. В расчете используется минимальная толщина стенки по результатам УЗТ. Расчет следует вести на параметры (температура, давление), указанные в паспорте трубопровода.
Расчет гибов трубопровода следует выполнять для растянутой и нейтральных зон, литых и штампованных колен - для сжатой и нейтральных зон, а расчет штампосварных колен - для зон, содержащих продольный сварной шов.
191. В случаях, когда количество пусков трубопровода превышает 300 или по результатам контроля обнаружены дефекты металла, квалифицируемые как коррозионно-усталостные повреждения, необходимо выполнить расчет на циклическую прочность (малоцикловую усталость). По решению специализированной экспертной организации расчет выполняется либо только для гибов, либо для гибов и тройников. В качестве основного вида нагрузки рассматривается внутреннее давление в трубопроводе; допускается выполнять расчет циклической прочности трубопровода с учетом действия всего комплекса нагружающих факторов.
При расчете гибов на циклическую прочность амплитуду напряжений определяют для внутренней поверхности гиба в нейтральной зоне.
При обнаружении повреждений в других зонах гиба, расчет выполняется также для этих участков поверхности гиба. Для штампосварных колен расчет на малоцикловую усталость выполняют для зон, содержащих продольный сварной шов; при этом при расположении швов в растянутой и сжатой зонах - для наружной поверхности, в нейтральных зонах - для внутренней поверхности.
При расчете тройникового узла на циклическую прочность амплитуду напряжений вычисляют для внутренней поверхности тройника в точке пересечения линии сопряжения (штуцера с коллектором) с продольной плоскостью симметрии узла (проходящей через центральные оси штуцера и коллектора). Величину коэффициента концентрации напряжений для указанной расчетной точки тройника допускается определять с использованием соответствующих НД или справочной литературы. При этом его значение должно быть не меньше 3,2.
Расчет на циклическую прочность следует выполнять с учетом влияния на малоцикловую усталость коррозионного фактора.
Выбор конкретной методики расчета на малоцикловую усталость осуществляет экспертная организация, выполняющая ЭПБ.
192. Продление срока службы питательного трубопровода осуществляется на основании удовлетворительных результатов контроля и расчетов на прочность.
При невыполнении условий циклической прочности для отдельных групп элементов срок продления эксплуатации трубопровода должен быть сокращен или должен быть предусмотрен промежуточный контроль этих элементов в течение продленного срока эксплуатации (до истечения дополнительно назначенного срока службы).
Отработавший назначенный (или дополнительно назначенный) срок службы трубопровод может быть допущен в дальнейшую эксплуатацию при расчетных или установленных параметрах на срок не более 50 тысяч часов, но не более чем на 8 лет с даты проведения технического диагностирования и ЭПБ.
Приложение N 1
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА ГРАФИТИЗАЦИИ (ПРИ 500-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Стадия структурных изменений |
Характер графитизации |
Балл графитиза ции |
|
Отдельные глобули или отдельные скопления глобулей структурно свободного графита. Объемная доля выделений графита составляет до 5% |
1 |
|
Множественные выделения структурно свободного графита. Объемная доля выделений графита составляет до 10% |
2 |
|
Цепочки крупных выделений графита. Объемная доля выделений графита составляет до 20% |
3 |
|
Вьщеление графита в виде сегрегаций, а также по границам зерен |
4 |
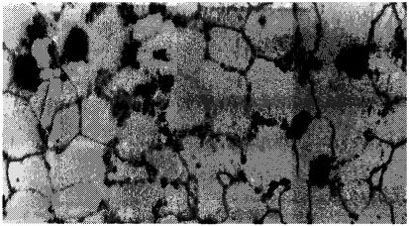
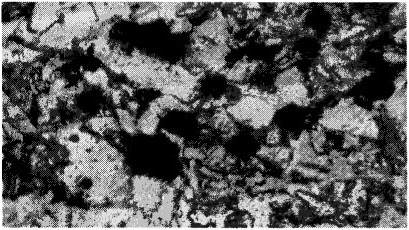
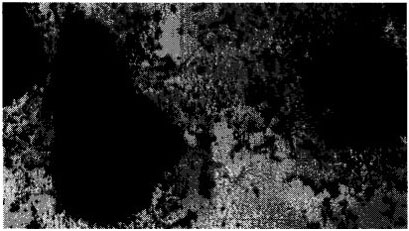
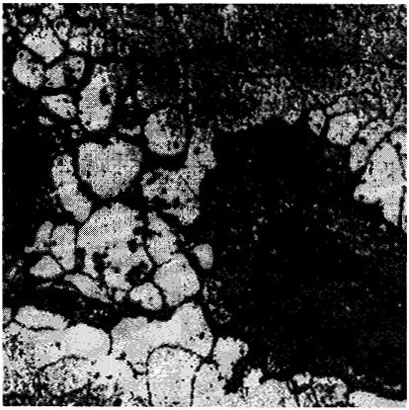
Приложение N 2
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
СФЕРОИДИЗАЦИИ ПЕРЛИТА В УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ
СТАЛЯХ (ПРИ 1000-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Стадия структурных изменений |
Особенности микроструктуры |
Балл изменений микроструктуры |
|
Феррит и перлит. Перлит имеет пластинчатое строение |
1 |
|
Небольшая степень сфероидизации. Цементит имеет форму преимущественно сфероидов и при небольших увеличениях выглядит точечным |
2 |
|
Большая, чем для балла 2, дифференцированность перлита и наличие небольшого количества обособленных структурно-свободных сфероидов цементита, расположенных по границам зерен феррита |
3 |
|
Значительная степень сфероидизации. Границы зерен перлита размыты, имеется большое количество крупных обособившихся структурно-свободных сфероидов цементита, расположенных по границам зерен феррита |
4 |
|
Значительная степень сфероидизации. Отсутствие границ зерен перлита, увеличение размеров сфероидов цементита, расположенных на периферии зерен |
5 |
|
Полная сфероидизация. Типичное укрупнение цементитных сфероидов, расположенных по границам зерен феррита При степени сфероидизации перлита в металле труб из углеродистых и низколегированных сталей на уровне 6-го балла по шкале настоящего приложения к ФНП, а также при содержании сигма-фазы в металле труб из стали 12Х18Н12Т после длительной эксплуатации более 4,5% следует проведение прямых испытаний металла на длительную прочность. |
6 |
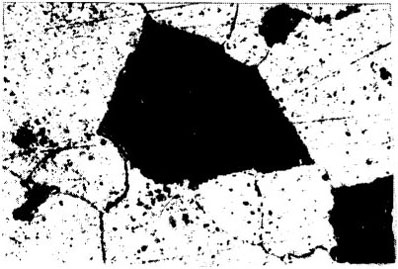
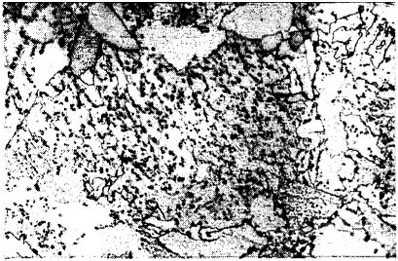
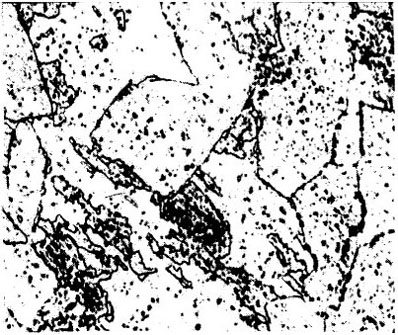

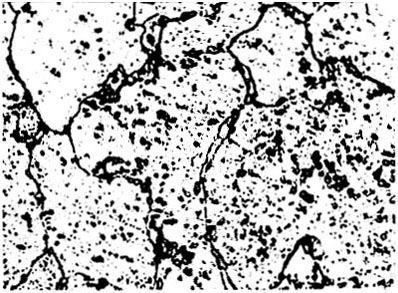
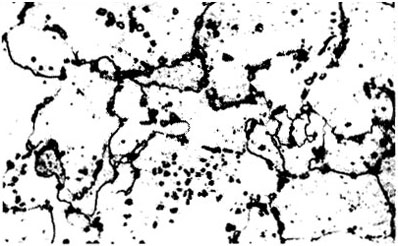
Приложение N 3
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА
(ПРИ 500-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Особенности микроструктуры |
Характер микроповрежденности |
Плотность пор |
Балл микроповрежденности |
|
Поры отсутствуют |
- |
1 |
|
Единичные поры |
до 300 пор/мм2 |
2 |
|
Множественные поры |
до 700 пор/мм2 |
3 |
|
Цепочки пор |
до 1000 пор/мм2 |
4 |
|
Множественные цепочки пор (расстояние между цепочками порядка 1 - 2 зерен) |
до 2000 пор/мм2 |
5 |
|
Микротрещины |
до 3000 пор/мм2 |
6 |
|
Макротрещины |
более 3000 пор/мм2 |
7 |

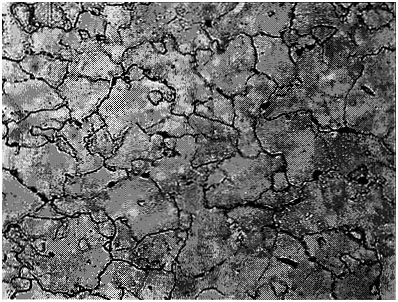
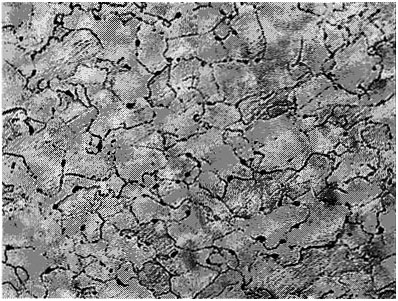

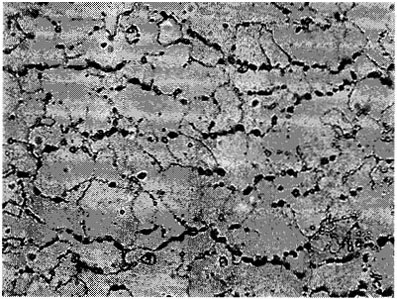
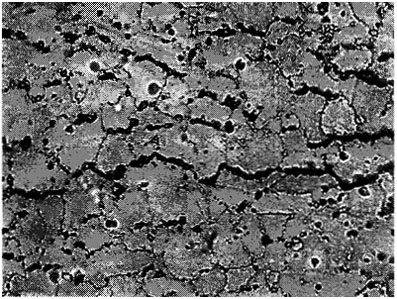
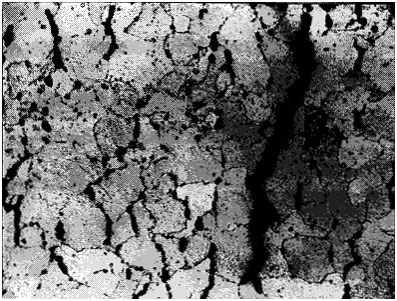
Приложение N 4
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ ИЗ СТАЛИ
15Х1М1Ф (ПРИ 500-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Микроструктура |
Характер поврежденности |
Объемная доля пор, % |
Балл микроповрежденности |
||
Основная |
Ликвационная |
В зонах с основной структурой |
В ликвационных зонах |
||
|
|
Поры отсутствуют |
0 |
1 |
|
|
|
Появление единичных изолированных пор размером |
|
2 |
|
|
|
Поры, ориентированные по границам зерен, размером |
Множество изолированных пор размером 1 - 2 мкм в ликвационных прослойках |
0,03 - 0,04 |
3 |
|
|
Цепочки из пор размером |
Цепочки из пор размером 1 - 2 мкм в ликвационных прослойках. Отдельные поры размером до 3 мкм |
0,04 - 0,06 |
4 |
|
|
Цепочки из слившихся пор размером |
Цепочки из слившихся пор размером до 3 мкм в ликвационных прослойках. Отдельные поры размером до 5 мкм |
0,06 - 0,10 |
5 |
|
|
Цепочки из слившихся пор размером 1 - 2 мкм на системе зерен. Отдельные поры размером до 3 мкм |
Цепочки из слившихся пор размером до 5 мкм в ликвационных прослойках. Отдельные поры размером > 5 мкм |
0,10 - 0,20 |
6 |
|
|
Микротрещины в пределах нескольких зерен |
Микротрещины в ликвационных прослойках |
|
7 |
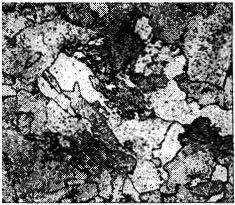
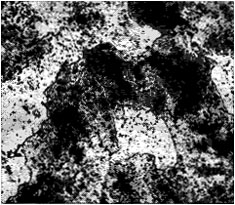
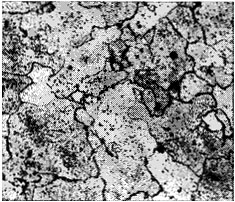
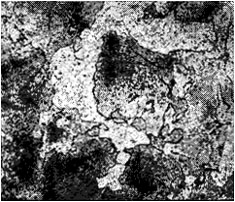

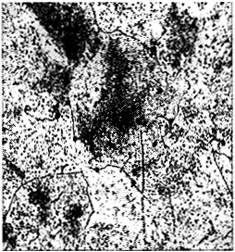
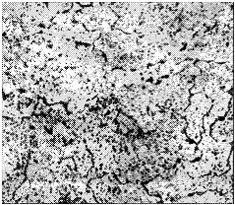
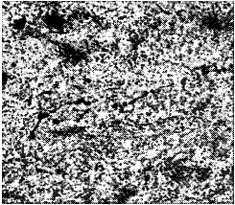
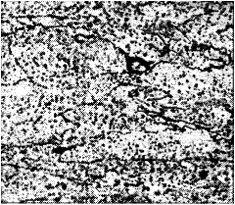
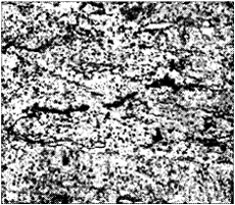
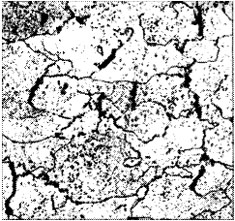
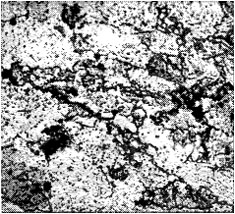
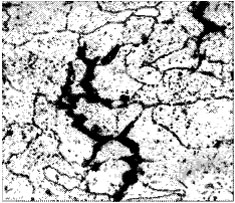
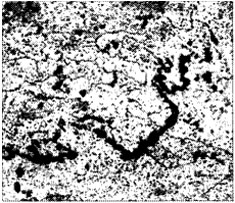
Приложение N 5
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЗТВ СВАРНЫХ СОЕДИНЕНИЙ
ПАРОПРОВОДОВ ИЗ СТАЛИ 12Х1МФ. МЕТАЛЛ ШВА 09Х1МФ
(ПРИ 500-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Балл микроповрежденности |
Стадия микроповрежденности |
Особенности микроповрежденности |
I |
|
Микроповрежденность не выявляется оптическими методами металлографии |
II |
|
Единичные поры ползучести размером до 2 мкм. Плотность пор |
III |
|
Единичные поры ползучести размером до 2 - 3 мкм по границам зерен. Плотность пор |
IV |
|
Цепочки пор и слившиеся поры и/или микротрещины длиной до 10 - 20 мкм по границам зерен |
V |
|
Микро- и макротрещины в сочетании с цепочками пор и слившимися порами |
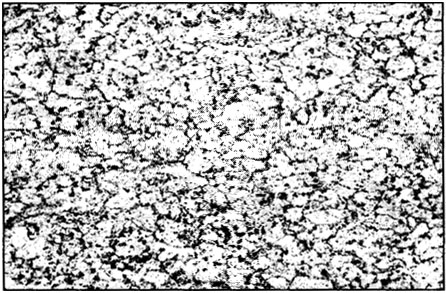
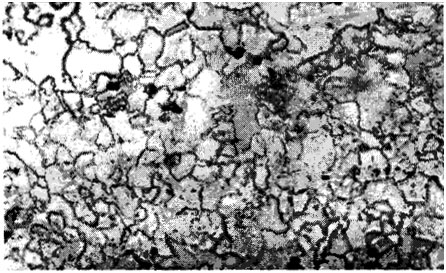
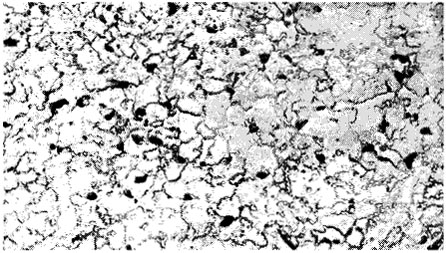
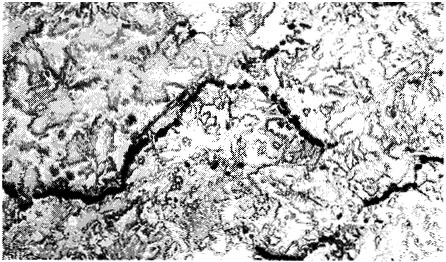
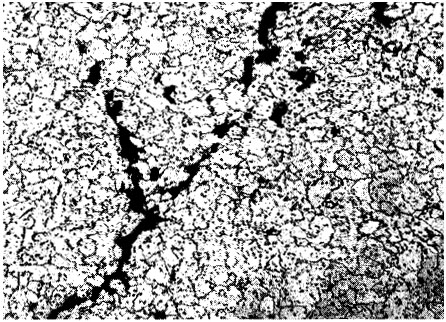
Приложение N 6
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЗТВ СВАРНЫХ СОЕДИНЕНИЙ
ПАРОПРОВОДОВ ИЗ СТАЛИ 15Х1М1Ф. МЕТАЛЛ ШВА 09Х1МФ
(ПРИ 500-КРАТНОМ УВЕЛИЧЕНИИ МИКРОСКОПА)
Балл микроповрежденности |
Стадия микроповрежденности |
Особенности микроповрежденности |
I |
|
Микроповрежденность не выявляется оптическими методами металлографии |
II |
|
Единичные поры ползучести размером 1 - 2 мкм по границам зерен |
III |
|
Единичные поры размером 2 - 3 мкм по границам зерен |
IV |
|
Цепочки и/или слившиеся поры размером 1 - 3 мкм и/или микротрещины по границам зерен |
V |
|
Микро- и макротрещины в сочетании с цепочками пор и слившимися порами |
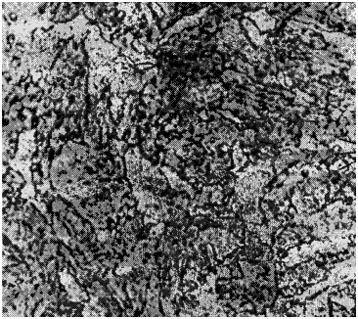
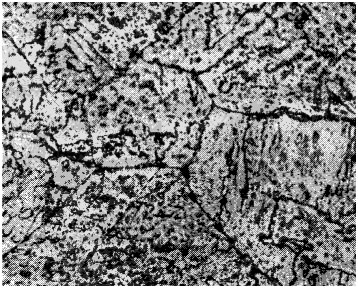
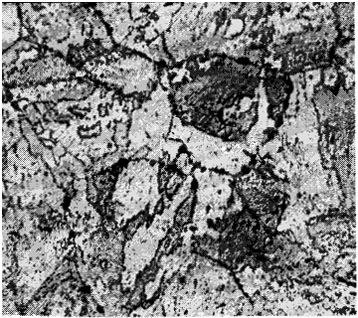
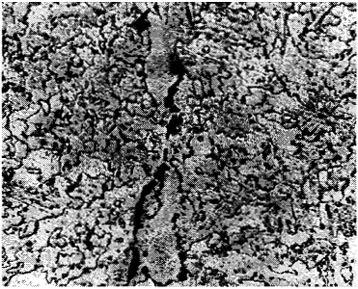
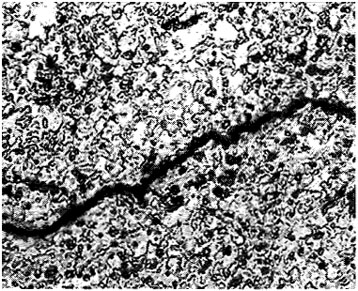
Приложение N 7
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ТРУБ ИЗ СТАЛЕЙ МАРОК Р91
(Х10CRMOVNB9-1) И ДИ82 (10Х9МФБ)
Стадия развития микроповрежденности (увеличение 1000 крат) |
Особенности микроповреж денности |
Балл микроповрежденности |
|
Микроповрежденность не выявляется |
1 |
|
Единичные поры ползучести до 10 шт. в поле окуляра микроскопа |
2 |
|
Единичные поры свыше 10 шт. в поле окуляра микроскопа |
3 |
|
Скопления пор и/или цепочки пор |
4 |
|
Цепочки пор, микротрещины |
5 |
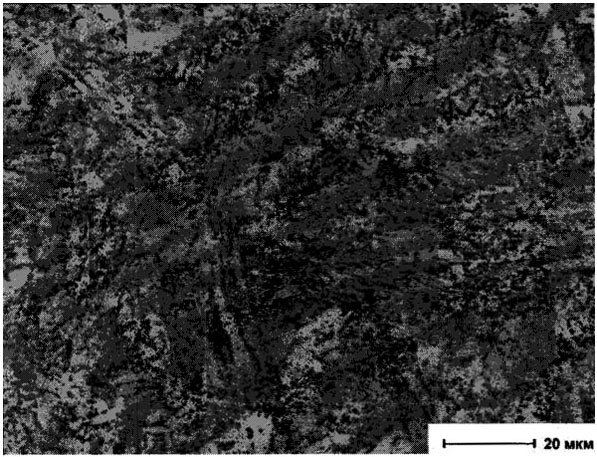
Приложение N 8
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЗОН СВАРНЫХ СОЕДИНЕНИЙ
ИЗ СТАЛЕЙ МАРОК Р91 (Х10CRMOVNB9-1) И ДИ82 (10Х9МФБ)
С ИСПОЛЬЗОВАНИЕМ ХРОМИСТЫХ СВАРОЧНЫХ
МАТЕРИАЛОВ (CRMO91/10Х9М1Ф)
Стадия развития микроповрежденности (увеличение 1000 крат) |
Особенности микроповрежденности |
Балл микроповрежденности |
|
Микроповрежденность не выявляется |
I |
|
Единичные поры ползучести размером до 3 мкм (до 10 шт. в поле окуляра микроскопа) |
II |
|
Единичные поры свыше 3 мкм (свыше 10 шт. в поле окуляра микроскопа) |
III |
|
Скопления пор и/или цепочки пор |
IV |
|
Цепочки пор, микротрещины |
V |
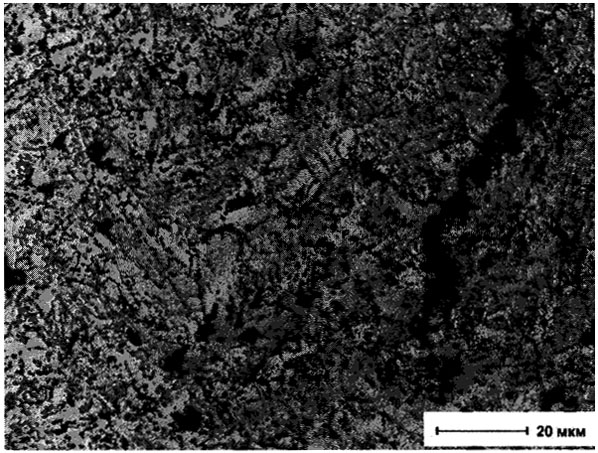
Приложение N 9
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЗОН РАЗНОРОДНЫХ СВАРНЫХ
СОЕДИНЕНИЙ ИЗ ХРОМИСТЫХ СТАЛЕЙ МАРОК Р91 (Х10CRMOVNB9-1)
ИЛИ ДИ82 (10Х9МФБ) С ПЕРЛИТНЫМИ СТАЛЯМИ МАРОК 15Х1М1Ф
ИЛИ 12Х1МФ ПРИ ИСПОЛЬЗОВАНИИ ХРОМИСТЫХ СВАРОЧНЫХ
МАТЕРИАЛОВ (CRMO91/10Х9М1Ф)
Особенности микроповрежденности |
Балл микроповрежденности |
||
Участок сплавления МШ (CrMo91/10Х9М1Ф) и ЗТВ (15Х1М1Ф или 12Х1МФ) |
Участок ЗТВ (15Х1М1Ф или 12Х1МФ), факультативно |
||
|
|
Микроповрежденность не выявляется |
I |
|
|
Единичные поры свыше 3 мкм, скопления пор |
II |
|
|
Цепочки пор и/или микротрещины |
III |
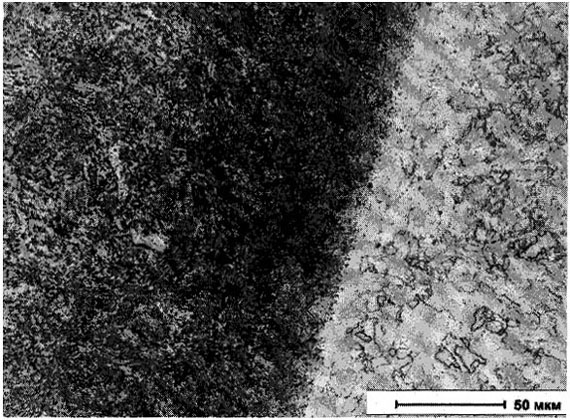
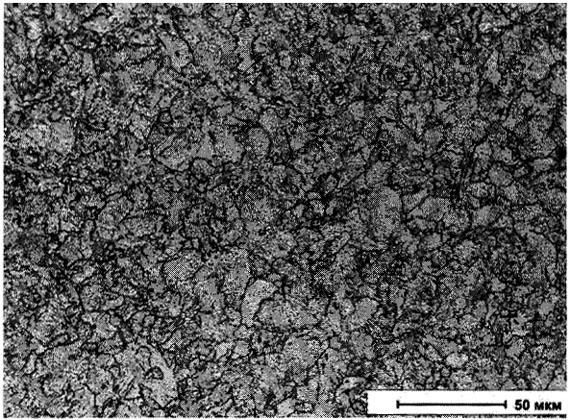
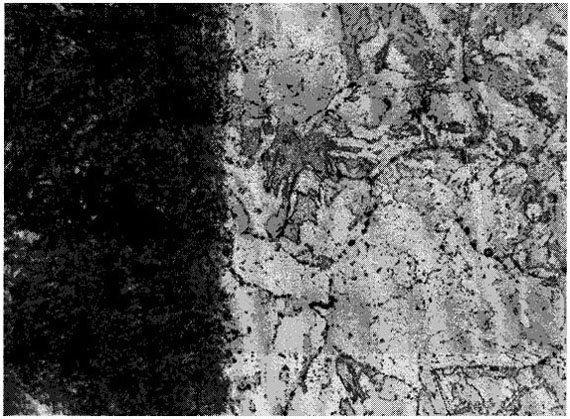
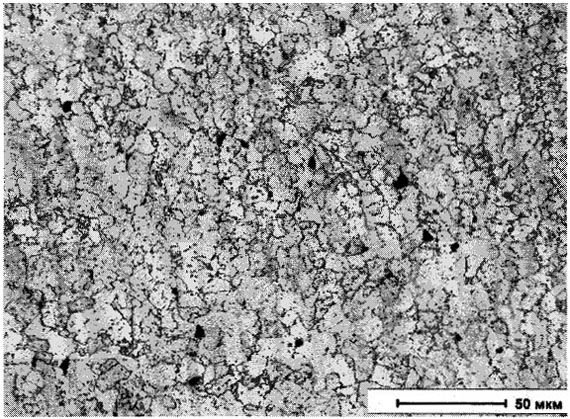
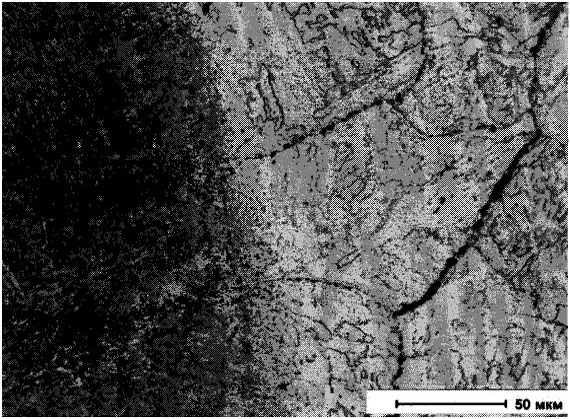
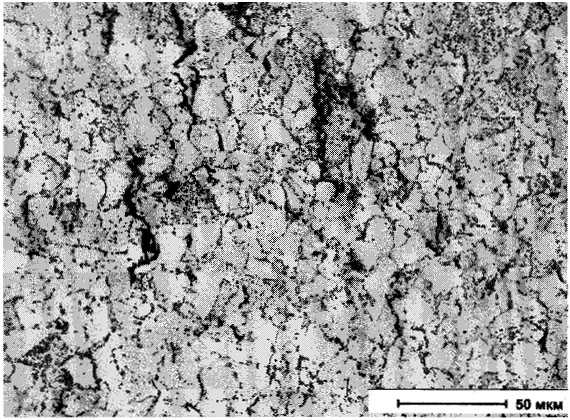
Приложение N 10
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
МИКРОПОВРЕЖДЕННОСТИ МЕТАЛЛА ЗОН РАЗНОРОДНЫХ СВАРНЫХ
СОЕДИНЕНИЙ ИЗ ХРОМИСТЫХ СТАЛЕЙ МАРОК Р91 (Х10CRMOVNB9-1)
ИЛИ ДИ82 (10Х9МФБ) С ПЕРЛИТНЫМИ СТАЛЯМИ МАРОК 15Х1М1Ф
ИЛИ 12Х1МФ ПРИ ИСПОЛЬЗОВАНИИ ПЕРЛИТНЫХ СВАРОЧНЫХ
МАТЕРИАЛОВ (09Х1МФ)
Особенности микроповрежденности |
Индекс стадии микроповрежденности |
||
Участок сплавления МШ (09Х1МФ) и ЗТВ (Р91 или 10Х9МФБ) |
Участок ЗТВ (15Х1М1Ф или 12Х1МФ) |
||
|
|
Микроповрежденность не выявляется |
I |
|
|
Единичные поры свыше 3 мкм, скопления пор |
II |
|
|
Цепочки пор и/или микротрещины |
III |
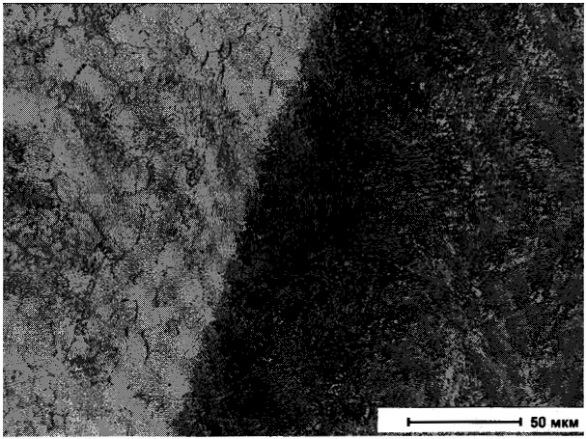
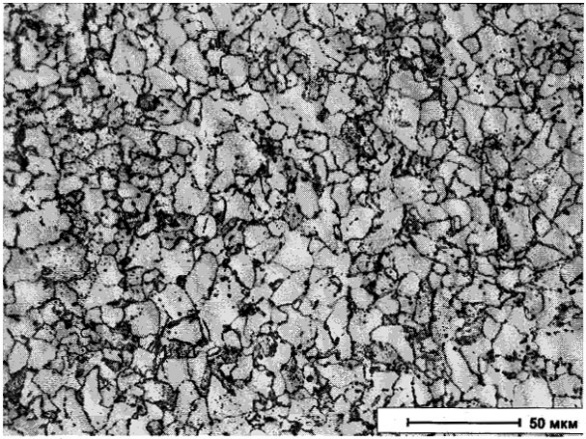
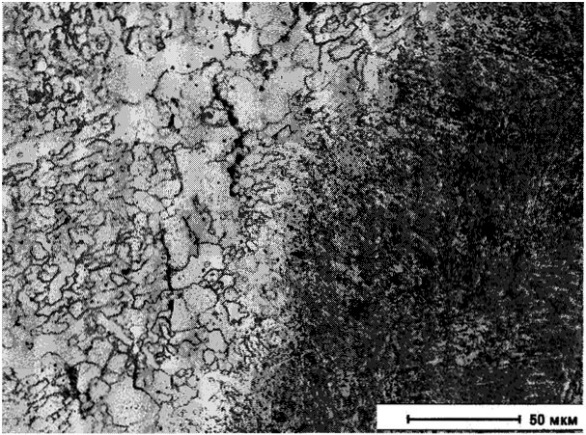
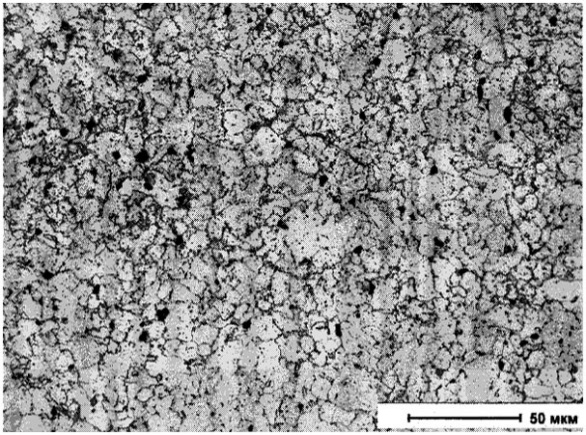
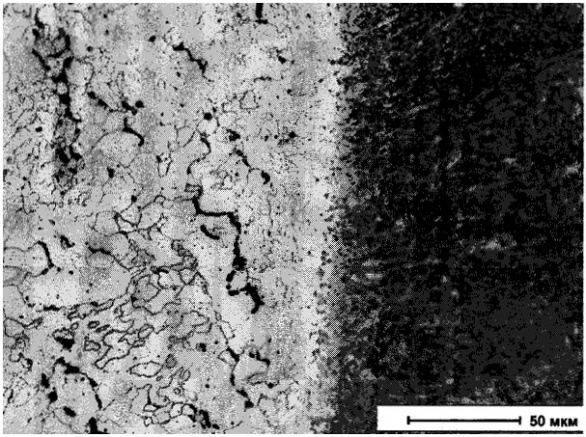
Приложение N 11
к федеральным нормам и правилам
в области промышленной безопасности
"Правила осуществления эксплуатационного
контроля металла и продления срока
службы основных элементов котлов
и трубопроводов тепловых
электростанций", утвержденным приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 15.12.2020 N 535
ШКАЛА
ЛИКВАЦИОННЫХ МИКРОСТРУКТУР МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ
ТРУБ ИЗ СТАЛИ 15Х1М1Ф (ПРИ 100- И 500-КРАТНОМ
УВЕЛИЧЕНИИ МИКРОСКОПА)
Структурное состояние |
Морфологические особенности строения и микроповрежденности ликвационных зон |
Показатель балла микроликвационной неоднородности |
|
x 100 |
x 500 |
||
|
|
Феррито-бейнитная основная структура без ликвационных прослоек |
I |
|
|
Слабо выраженные ликвационные прослойки, занимающие незначительную часть границ дендридных зерен, без дефектов типа несплошностей |
II |
|
|
Четко выраженные ликвационные прослойки, занимающие около половины границ дендритных зерен, без дефектов типа несплошностей |
III |
|
|
Четко выраженные ликвационные прослойки, занимающие более половины границ дендритных зерен, с дефектами типа микротрещин технологического происхождения |
IV (а) |
|
|
Четко выраженные ликвационные прослойки, занимающие более половины границ дендритных зерен, с дефектами типа микротрещин технологического происхождения |
IV (б) |
|
|
Четко выраженные ликвационные прослойки, занимающие более половины границ дендритных зерен, с локализацией разветвленной системы микротрещин технологического происхождения |
V |